


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Technology for producing hollow steel by hot squeeze method
A production process and hot extrusion technology, used in metal extrusion forming tools, metal extrusion, manufacturing tools, etc., can solve the problems of poor steel shape and geometric size, low material utilization, and high manufacturing costs, achieving acceptable The effect of improving the force situation, high quality of the inner hole and reducing the production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
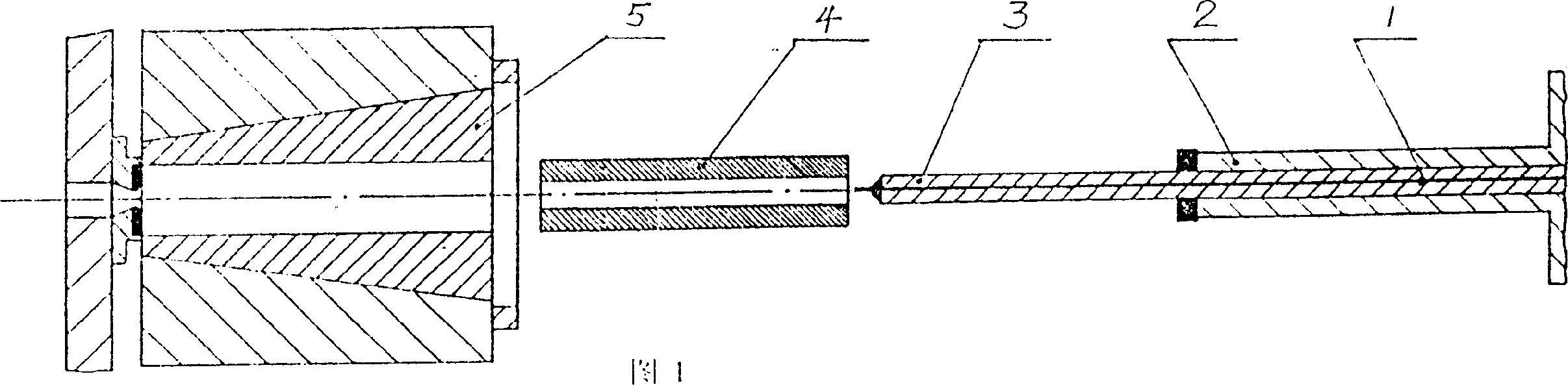
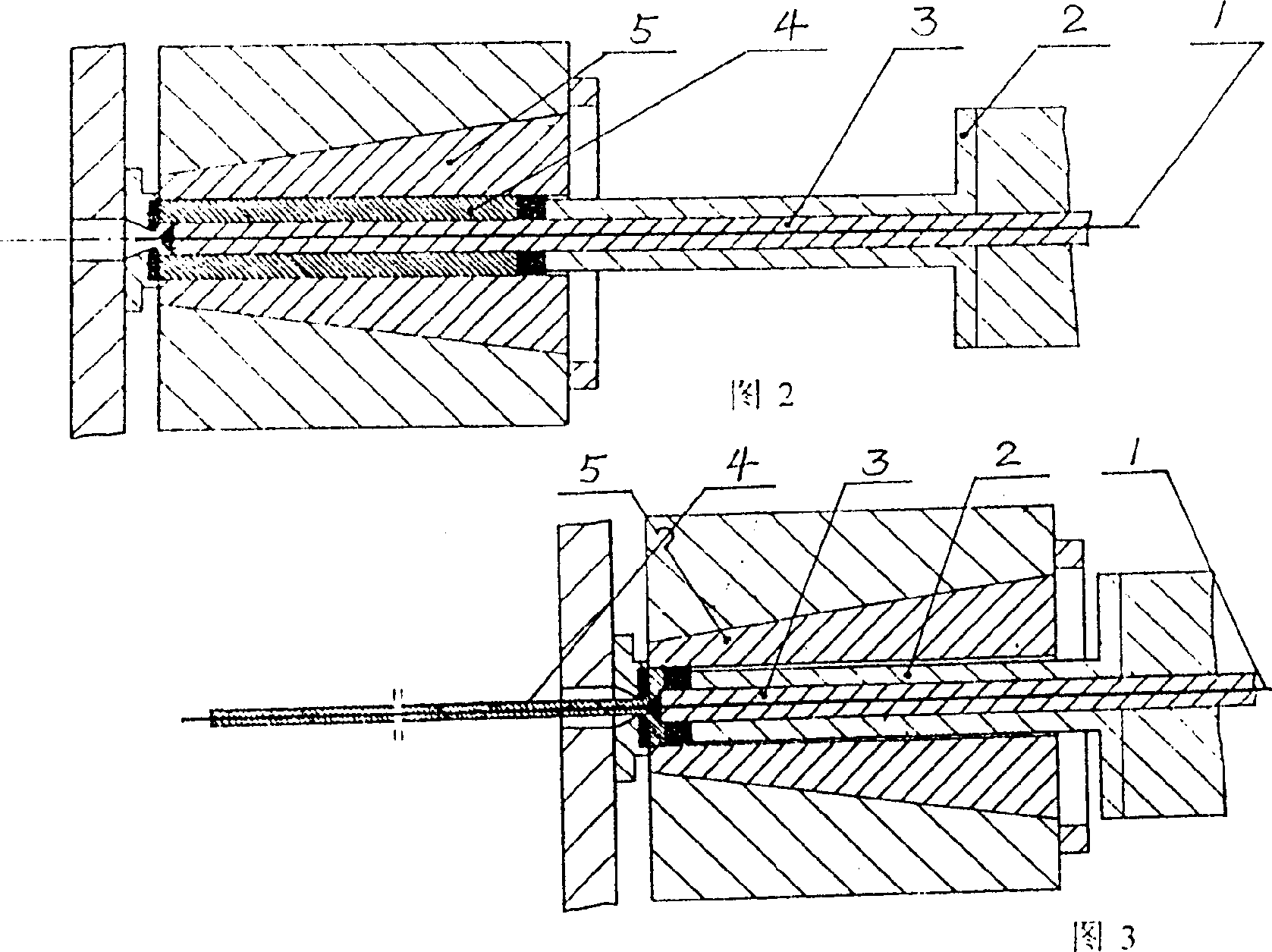
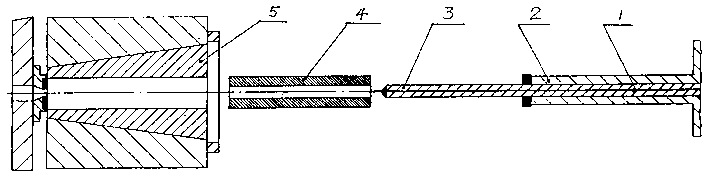
[0011] As shown in the accompanying drawings, the present invention relates to a new process for producing hollow steel using a hot extrusion machine. Firstly, the electric arc furnace is used to make steel. Lose. Centrifugal casting is then carried out to rotate the molten steel, and a middle hole is naturally formed in the middle of the billet. The casting has a precise structure and no structural defects such as trachoma, pores, and looseness. Then the temperature is adjusted precisely through the industrial frequency furnace to create conditions for the best extrusion force during extrusion, and at the same time avoid the rough structure of the billet. The billet temperature is preferably 1150--1200 °C. Before extrusion molding, first place the billet 4 with the middle hole on the hot extrusion body, wrap the floating mandrel 1 outside the sheath 3 and put it into the extrusion head 2, and the sheath 3 can be made of 3Cr2W8V material . In order to facilitate core pulling...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com