Laser tin spraying welding method for welding spots in narrow deep cavity
A tin welding and solder joint technology, applied in the field of laser tin spray welding, can solve the problems of difficult operation, poor consistency, low yield of solder joints, etc., achieve good electrical performance consistency, optimize the process path, and realize the effect of automatic welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
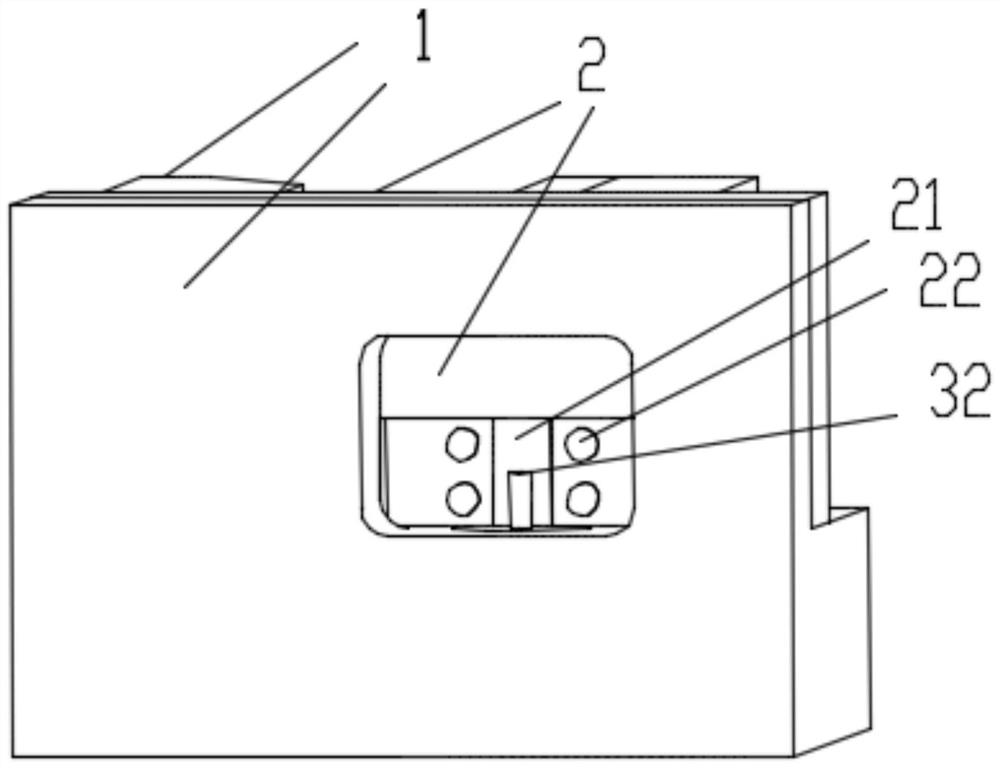
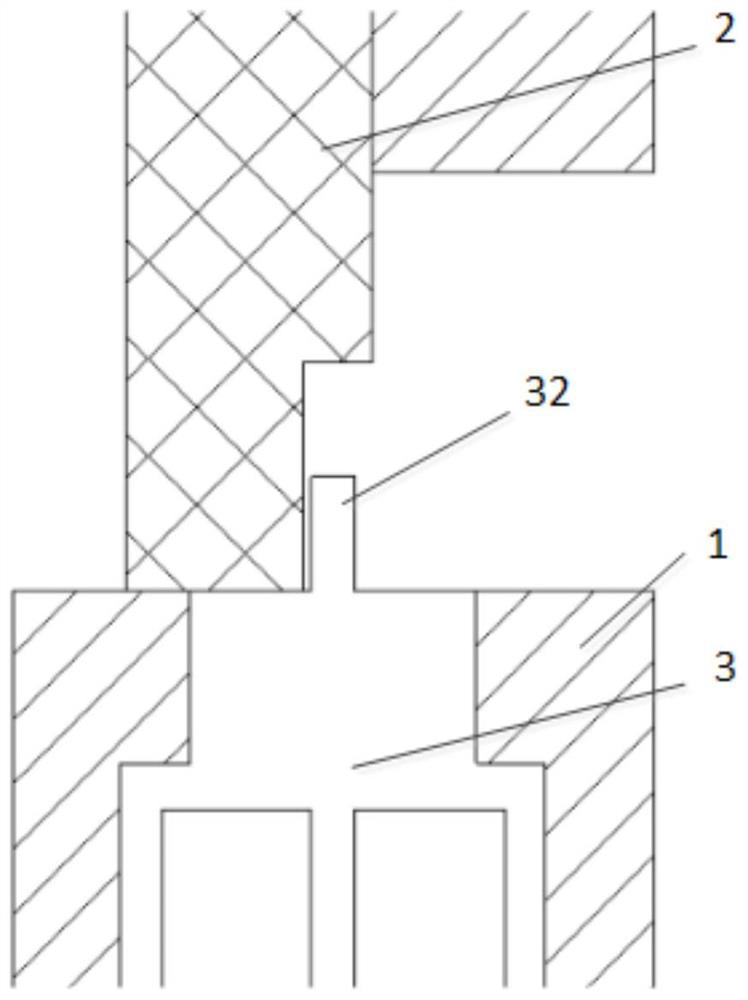
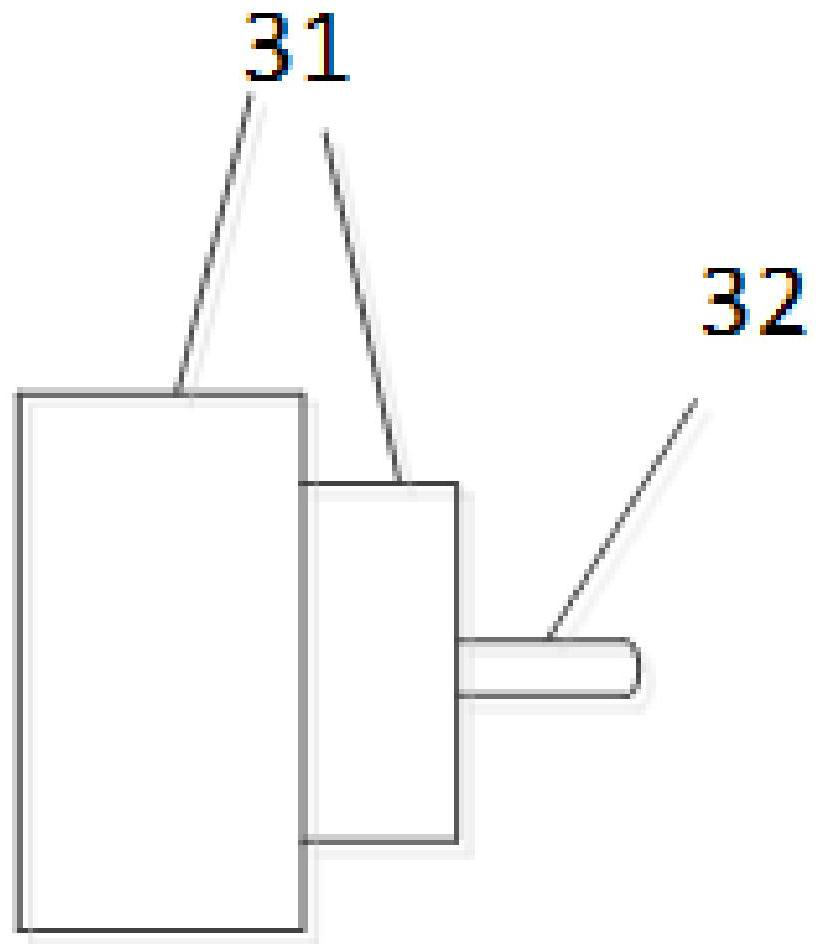
[0041] Such as Figure 1~2 Shown is the welding structure diagram of this embodiment. The gold workpiece 1 is an aluminum-silicon alloy, the microstrip board 2 is a multilayer structure and the welding area is slotted, and the radio frequency connector 3 includes an outer conductor 31 and an inner conductor 32 ( image 3 ), the microstrip board 2 and the outer conductor 31 of the radio frequency connector are welded on the gold workpiece 1, and the inner conductor 32 of the radio frequency connector is lapped on the pad 21 of the microstrip board 2, and the electrical interconnection is realized by laser spray tin welding process. An isolation hole 22 is designed at 0.28 mm on both sides of the pad 21 of the microstrip board, and a short circuit is not allowed during soldering. The surface of the radio frequency connector 3 and the pads of the multilayer microstrip board 2 are gold-plated.
[0042] The cavity 11 of the gold workpiece has a size of 5mm×4.5mm×2.35mm, the width...
Embodiment 2
[0054] Same as Example 1, such as Figure 1~2 Shown is the welding structure diagram of this embodiment.
[0055] In step (1), the diameter of the solder ball is selected to be 0.89mm, and the material of the solder ball is Sn96.5Ag3Cu0.5.
[0056] Steps (2), (3), (4) are the same as in Example 1.
[0057] Step (5) The solder ball slides from the ball supply system to the position of the nozzle, the laser heats the solder ball, and the solder melts and sprays to form a solder joint. The laser energy output is 45%, the time is 70ms, and the spot diameter is 1.1mm.
[0058] In step (6) chasing the light, the energy output of the first light chasing laser is 20%, the time is 620ms, and the diameter of the spot is 1.5mm; the energy output of the second chasing laser is 16%, the time is 750ms, and the diameter of the spot is 1.5mm.
[0059] Step (7) Use water cleaning equipment to clean the solder joints.
[0060] The laser welding process is carried out in a nitrogen atmospher...
Embodiment 3
[0063] Such as Figure 6~7 Shown is the welding structure diagram of embodiment 3. The gold workpiece 1 is an aluminum-silicon alloy, the microstrip board 2 has a multi-layer structure and the welding area is slotted, the radio frequency connector 3 includes an outer conductor 31 and an inner conductor 32, and the microstrip board 2, the microstrip board 2 and the outer conductor of the radio frequency connector 31 are all welded on the gold workpiece 1, and the inner conductor 32 of the radio frequency connector is lapped on the pad 21 of the microstrip board 2, and the electrical interconnection is realized by laser spray tin welding process. An isolation hole 22 is designed at 0.28 mm on both sides of the pad 21 of the microstrip board, and a short circuit is not allowed during soldering. The surface of the radio frequency connector 3 and the pads of the multilayer microstrip board 2 are gold-plated.
[0064] The distance between the boss 12 of the gold workpiece and the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com