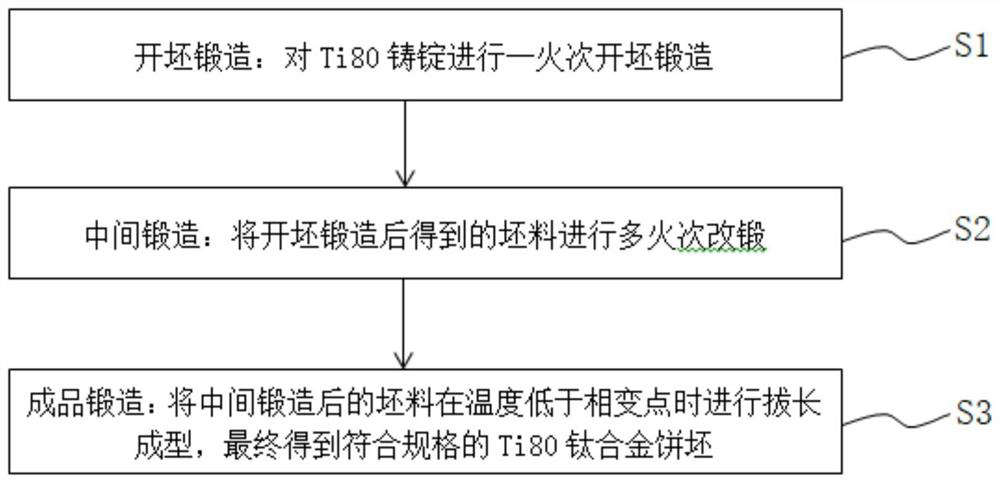
A forging method of super-sized ti80 titanium alloy forging billet
An ultra-large-scale, titanium alloy technology, used in manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve problems such as uneven deformation of the ends and the middle, and achieve the effect of broad application prospects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Example 1, forging an ingot with a diameter of 1020mm and a weight of 11T:
[0035] S1. Billet forging: The heating temperature for billet forging of the ingot is 1150°C, and it is released after heating for 20 hours. Use an anvil with a diameter of 1800mm to perform upsetting deformation for the ingot once. The ratio is 1.2, and it is cooled by air cooling after forging. Among them, using an anvil with a diameter of 1800mm for one upsetting deformation can ensure the overall plastic deformation of the ingot, and avoid the excessively large height-diameter ratio of the ingot, resulting in uneven deformation of the ends and the middle during upsetting. Edge processing avoids the deformation dead zone at the corners;
[0036] S2. Intermediate forging: The ingot after billet forging in step S1 is forged for 7 times in the single-phase region, and the heating temperature for each fire is selected to be 20°C to 120°C above the phase transition point, and the heating tempera...
Embodiment 2
[0043] Example 2, forging an ingot with a diameter of 1020mm and a weight of 11T:
[0044] S1. Billet forging: The heating temperature for the billet forging of the ingot is 1200°C, and it is released after heating for 22 hours. The ingot is subjected to upsetting deformation with an anvil with a diameter of 1800mm. The ratio is 1.7, and it is cooled by air cooling after forging.
[0045] S2. Intermediate forging: The ingot after billet forging in step S1 is forged for 8 times in the single-phase region. Gradually decrease, the billet is wrapped with thick asbestos with a thickness of 25mm before each forging. After the material comes out of the furnace, upsetting, drawing and chamfering are performed in sequence. The forging ratio of each fire is 1.9, and air cooling is adopted after forging. , to obtain the blank after the first intermediate forging.
[0046] The billet after the first intermediate forging is forged for 6 times in the two-phase region, and the heating temp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com