Cascade control method for controlling rolling warping of small steel billet
A cascade control and billet technology, which is applied in the field of cascade control to control billet rolling warpage, can solve the problem of water-cooling pipelines and testing instruments colliding with rolls, uneven temperature, and increased temperature difference between the head and tail and the middle part of the billet and other issues to achieve the effect of ensuring product quality, reducing warpage, and ensuring the rolling process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] In order to make the purpose, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the accompanying drawings in the embodiments of the present invention. Obviously, the embodiments described are A small part of the implementation cases of the present invention, rather than all implementation cases, based on the implementation cases in the present invention, all other implementation cases obtained by those of ordinary skill in the art without creative work, all belong to the protection scope of the present invention .
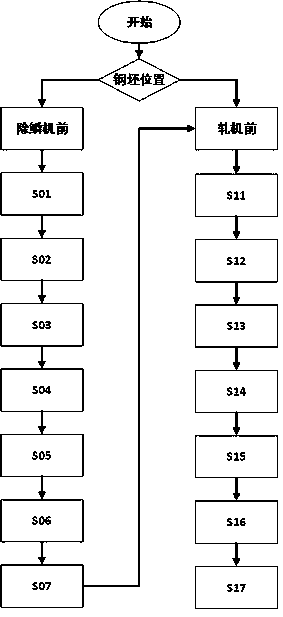
[0017] A cascade control method for controlling small billet rolling warpage, comprising the following steps: performing cascade control for billets in different processes, establishing a descaling temperature difference control model and a rolling mill second flow control model; the desca...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com