Rolling process of F type rail groove rolling system
A pass type and process technology, applied in the direction of rolling force/roll gap control, metal rolling, etc., can solve the problems of unfavorable metal flow, increase the size of F-shaped steel blank, and not easy to fill, etc., to achieve convenient cross-sectional shape and size of finished products , high yield and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be described in further detail below in conjunction with specific embodiments, so that those skilled in the art can understand.
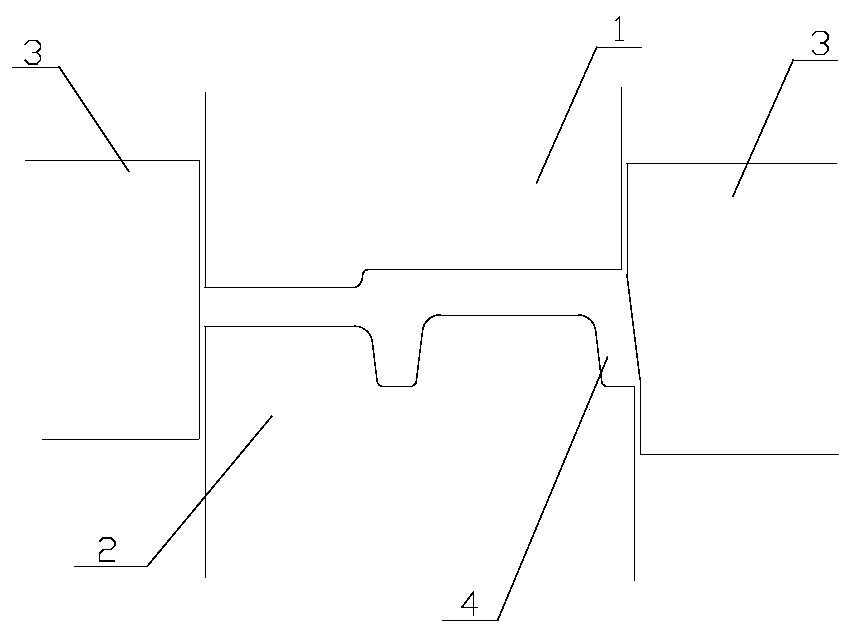
[0024] Such as Figure 2~3 The rolling process of the shown F-rail rolling pass system comprises the following steps:
[0025] 1) Using the universal pass mode, the upper horizontal roll 1, the lower horizontal roll 2, and the two vertical rolls 3 in the horizontal direction compress and deform the rolled piece 4 from four directions, so that the metal can fill the entire pass; among them, the universal pass Mode reduction is 6mm and compression ratio is 25%;
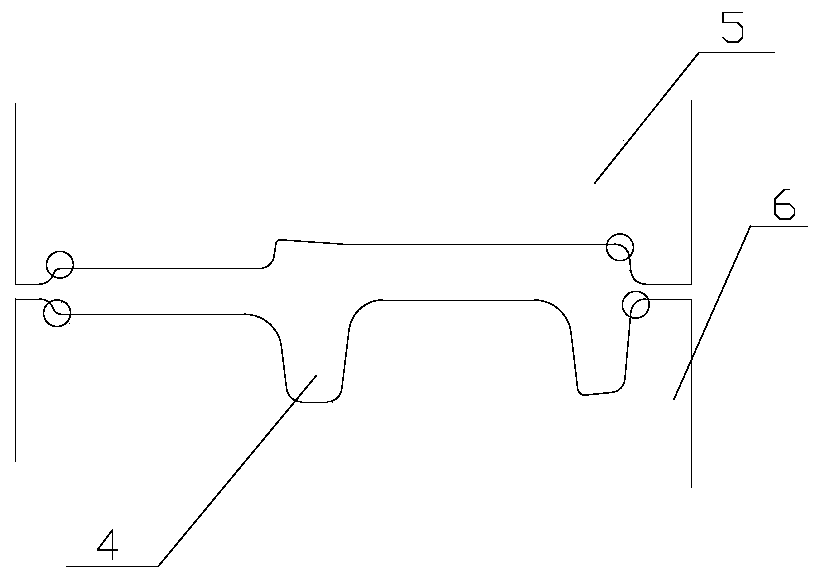
[0026] 2) The edging machine adopts a two-roll pass pattern, and the upper roll 5 and the lower roll 6 finish the corners of the rolled piece 4; among them, the chamfer R of the rolled piece corner is 8-12mm, and the finished roll gap Set to 10 ~ 14mm.
[0027] 3) The "universal mode" and "two-roll mode" are used to repeatedly alternate rolling to ensure t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com