A method for testing the magnetic induction intensity of steel plate welding magnetic deflection blowing sensitivity
A technology of magnetic induction and magnetic deflection, applied in the direction of the size/direction of the magnetic field, magnetic performance measurement, etc., can solve the problems of complexity, inflexibility and convenience, and consume a lot of manpower and material resources, and achieve the effect of simple equipment and accurate measurement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] Exemplary embodiments of the present disclosure will be described in more detail below with reference to the accompanying drawings. Although exemplary embodiments of the present disclosure are shown in the drawings, it should be understood that the present disclosure may be embodied in various forms and should not be limited by the embodiments set forth herein. Rather, these embodiments are provided for more thorough understanding of the present disclosure and to fully convey the scope of the present disclosure to those skilled in the art.
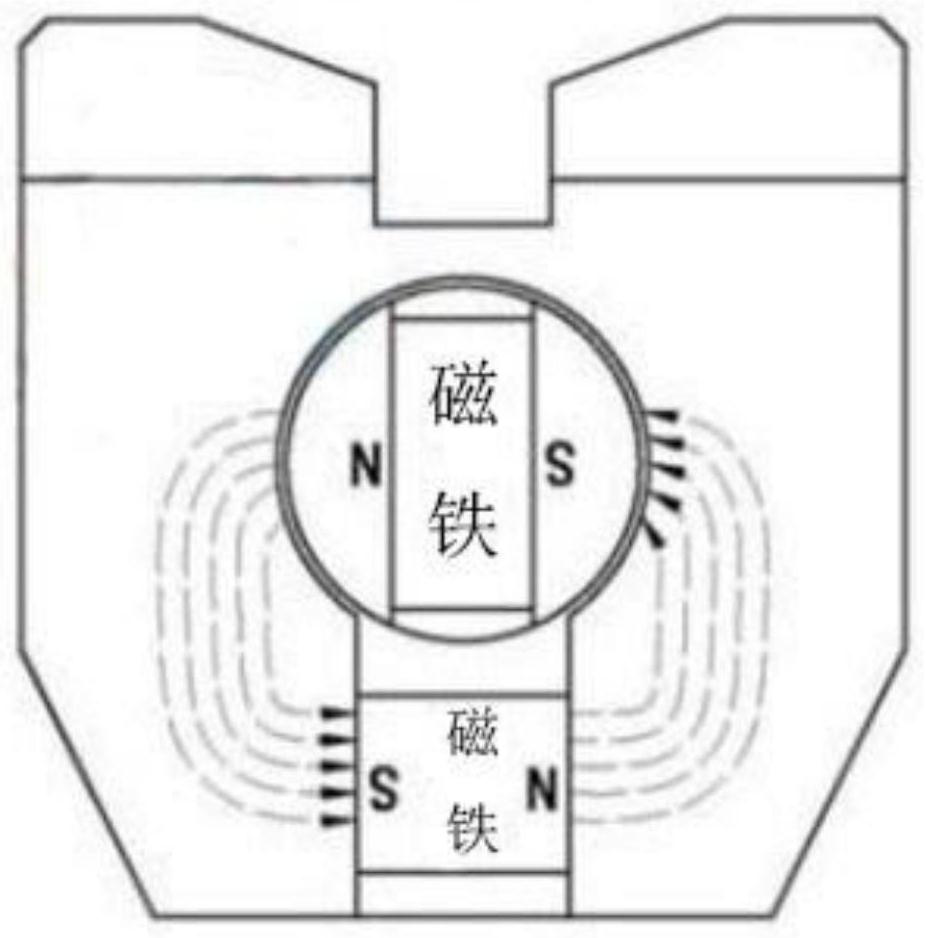
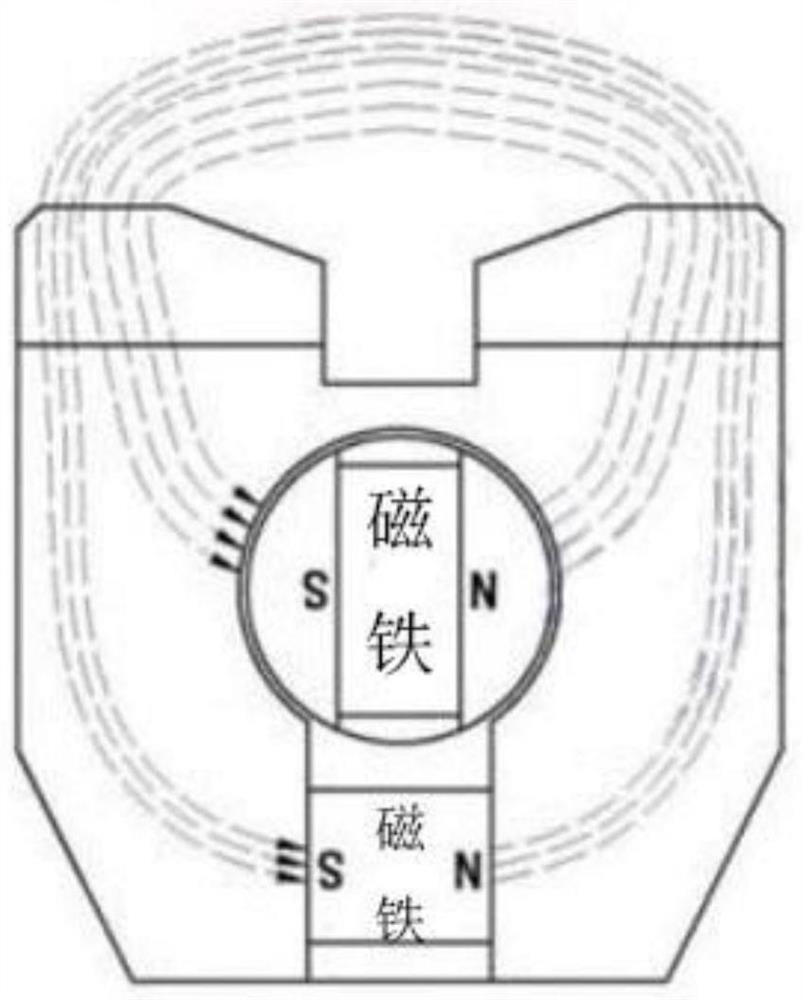
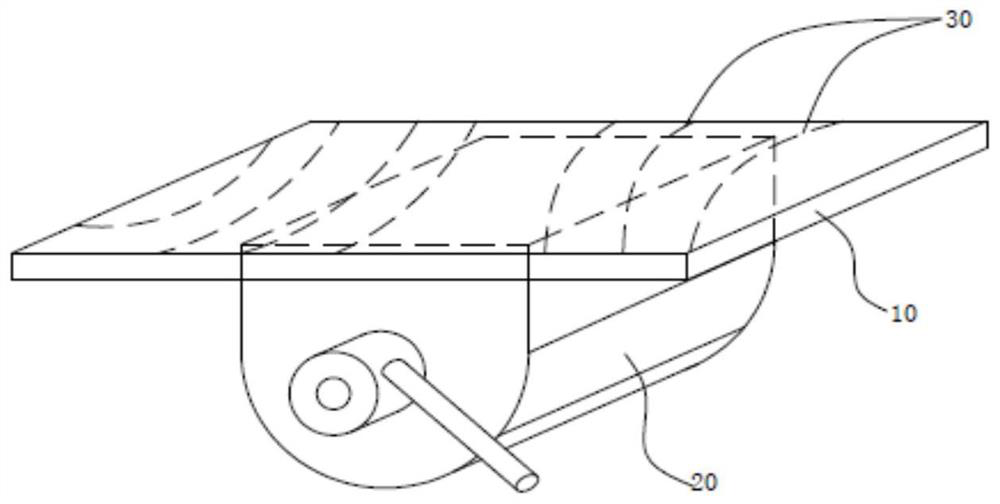
[0037] like Figure 1-3 As shown, the method for checking the magnetic deflection blowing sensitive magnetic induction intensity of steel plate welding specifically includes the following steps:
[0038] Process the steel plate to a suitable size. The size of the steel plate should be controlled within a reasonable range, for example, the length is 350mm-600mm, the width is 150mm-300mm, and the thickness is not more than 50mm. For...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com