A preparation method of powder metallurgy aluminum alloy connecting rod for compressor
A technology of powder metallurgy and aluminum alloy, which is applied in the field of preparation of powder metallurgy aluminum alloy connecting rods for compressors. It can solve problems such as parts matching or abnormal lubrication, abnormal operation of compressors, and abnormal pressure. The ratio of material composition is scientific and reasonable, and the effect of improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
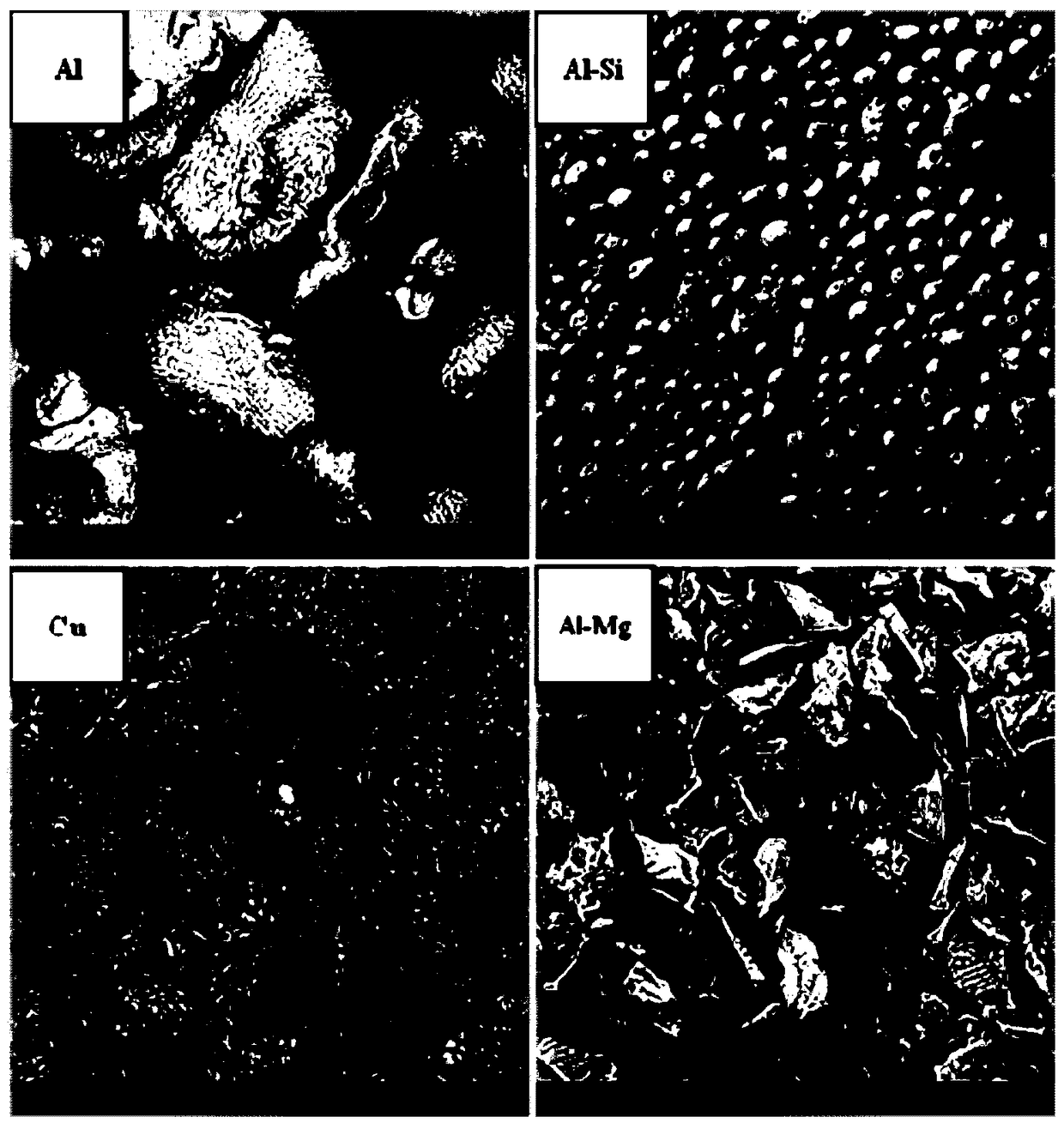
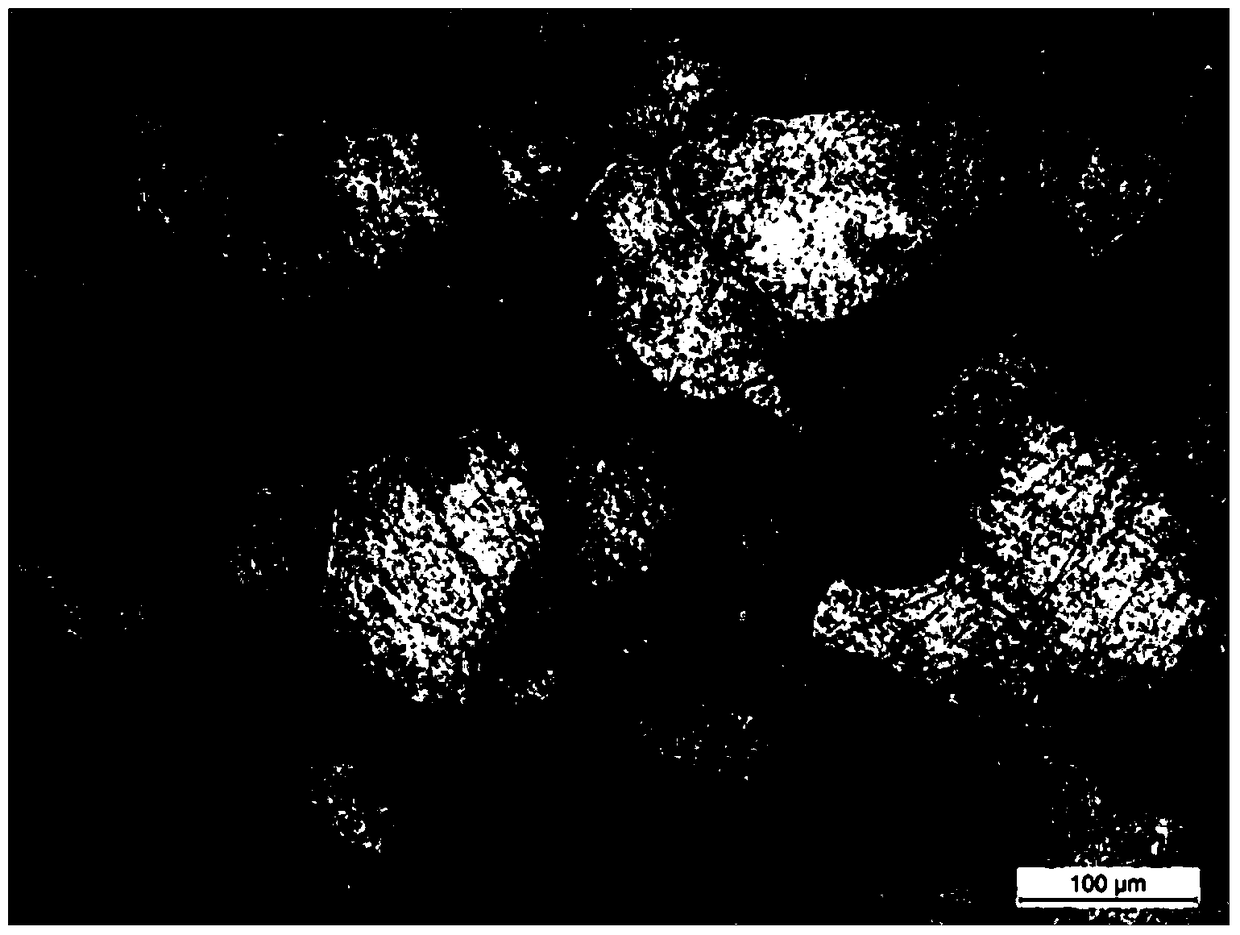
[0035] 1. Mixing: the chemical composition of the connecting rod is Cu: 4.5wt%, Mg: 1.2wt%, Si: 0.7wt%, Zn: 0.1wt%, Sn: 0.1wt% (mass fraction), and the particle size of 4.5wt% 325 mesh electrolytic copper powder, 2.8wt% Al-25Si alloy powder with a particle size of 500 mesh, 2.4wt% Al-50Mg alloy powder with a particle size of 100 mesh, 0.1wt% zinc powder with a particle size of 200 mesh, and 0.1wt% particle size of 200 mesh Tin powder, 1.4wt% lubricant, 88.7wt% 100-mesh aluminum powder are placed in a double-cone mixer and mixed for 45 minutes. The powder used is as follows figure 2 shown.
[0036] 2. Forming: use the mixed powder to form on the forming press according to the requirements of the drawings, the forming pressure is 150-400MPa, and the forming density is 2.60±0.05g / cm 3 .
[0037] 3. Dewaxing-sintering: The green body is continuously dewaxed and sintered in a mesh belt furnace. The protective atmosphere in the whole process is pure nitrogen, and the dew point is...
Embodiment 2
[0046] 1. Mixing: the chemical composition of the connecting rod is Zn: 5.8wt%, Mg: 2.5wt%, Cu: 1.6wt%, Si: 0.2wt%, Sn: 0.1wt% (mass fraction), and 97.6wt% 100 mesh Al-5.8%Zn-2.5%Mg-1.6%Cu (mass fraction) pre-alloyed powder, 0.8wt% Al-25Si alloy powder, 0.1wt% tin powder, 1.5wt% lubricant, placed in double cone In a mixer, mix for 30 minutes.
[0047] 2. Forming: use the mixed powder to form on the forming press according to the requirements of the drawings, the forming pressure is 450-600MPa, and the forming density is 2.55±0.05g / cm 3 .
[0048] 3. Dewaxing: The green body is rapidly heated to 420°C and held for 30 minutes, the protective atmosphere is pure nitrogen, the nitrogen dew point is ≤ -30°C, and the residual carbon content after dewaxing is ≤0.05%.
[0049] 4. Heat the dewaxed product to 605°C, keep it warm for 30 minutes, the protective atmosphere is pure nitrogen, the nitrogen dew point is ≤ -45°C, and the sintered density is 2.75±0.05g / cm 3 .
[0050] 5. Shap...
Embodiment 3
[0057] 1. Mixing: the chemical composition of the connecting rod is Cu: 3.0wt%, Mg: 1.0wt%, Si: 1.0wt%, Zn: 0.1wt%, Sn: 0.6wt% (mass fraction), and the particle size of 6.0wt% 325 mesh Al-50Cu alloy powder, 4wt% Al-25Si alloy powder with particle size of 500 mesh, 2.0wt% Al-50Mg alloy powder with particle size of 100 mesh, 0.1wt% zinc powder with particle size of 200 mesh, 0.6wt% particle size of 200 mesh Target tin powder, 1.5wt% lubricant, and 85.8wt% 100-mesh aluminum powder were placed in a double-cone mixer and mixed for 45 minutes.
[0058] 2. Forming: use the mixed powder to form on the forming press according to the requirements of the drawings, the forming pressure is 450-600MPa, and the forming density is 2.55±0.05g / cm 3 .
[0059] 3. Dewaxing: The green body is rapidly heated to 420°C and held for 30 minutes, the protective atmosphere is pure nitrogen, the nitrogen dew point is ≤ -30°C, and the residual carbon content after dewaxing is ≤0.05%.
[0060] 4. Sinterin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com