


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A kind of production method of flame retardant and antifouling automobile seat cover fabric
A production method and fabric technology, which are applied in the processing of textile materials, liquid/gas/vapor textile material processing, and weaving. Excellent elongation and easy-to-achieve effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
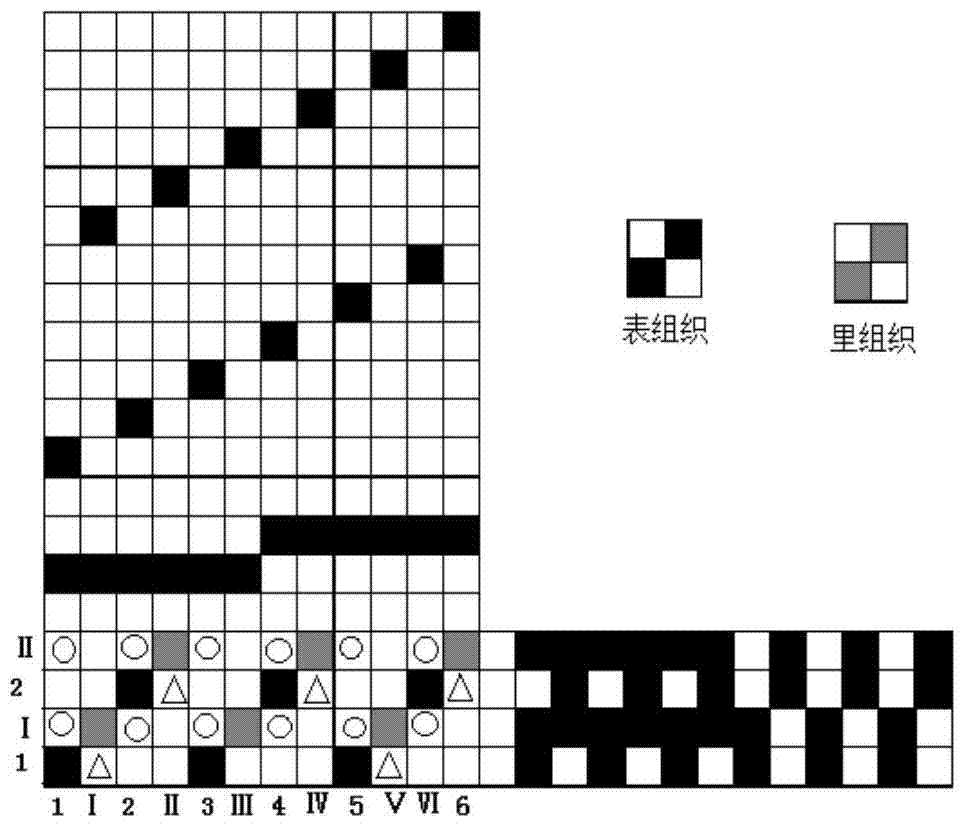
[0026] Step 1: Flame-retardant polyester filaments are sized with modified acrylic ester copolymerization pulp, with a sizing rate of 6%, and the drying temperature is 80°C; linen yarn is sized with modified starch, with a sizing rate of 8%, and the sizing rate is 8%, and the sizing rate is 8%. 300D flame-retardant polyester and 28tex linen yarns are warped into weaving beams at a warping speed of 100m / min; the yarns on the weaving beams are passed through heddles and reeds in turn, the reed number is No. 60 reed, and each reed has 4 reeds. The organization chart adopts a double-layer weave based on plain weave, and the machine diagram is as follows: figure 1 Shown; then adopt rapier loom to weave, loom speed 300r / min; Gained fabric warp density is 470 pieces / 10cm, and weft density is 300 pieces / 10cm, and fabric surface density is 295g / m 2 .
[0027] Step 2, desizing the fabric obtained in step 1, using alkali desizing, the specific process is as follows: firstly, the gray cl...
Embodiment 2
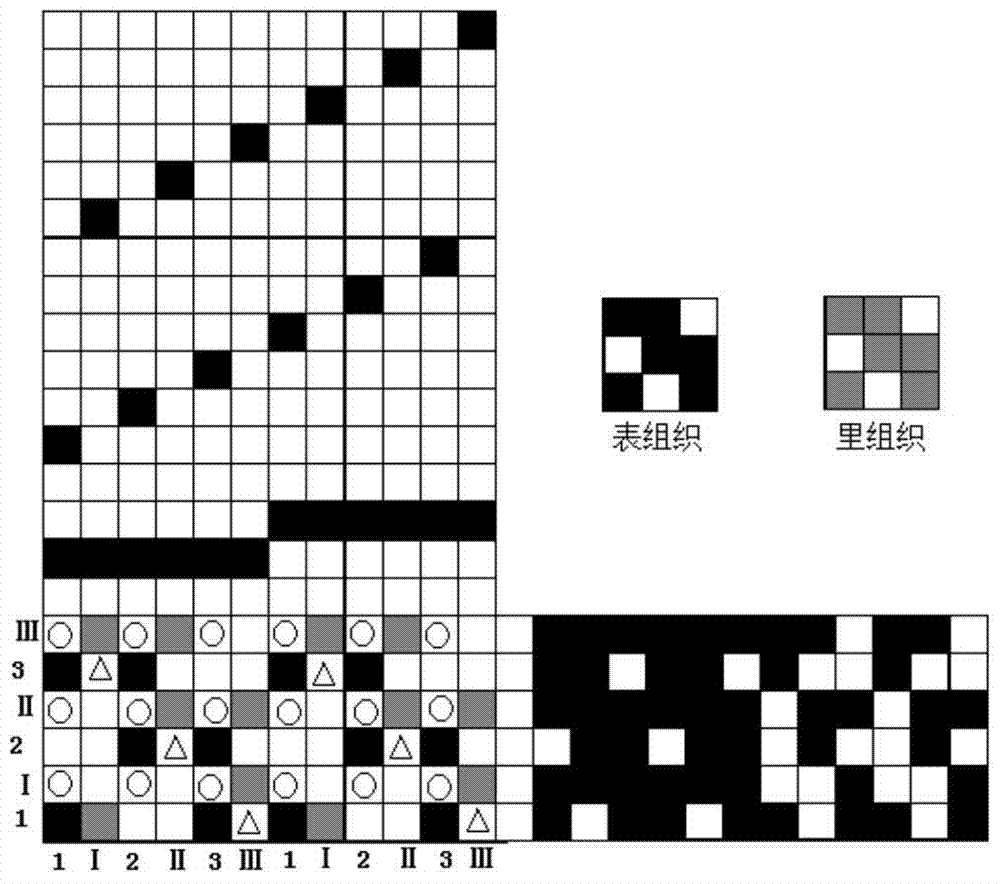
[0031] Step 1: Flame-retardant polyester filaments are sized with modified acrylic ester copolymerization pulp with a sizing rate of 5.5%, and the drying temperature is 80°C; linen yarn is sized with modified starch with a sizing rate of 8%, and the sizing rate is 8%. 300D flame-retardant polyester and 28tex linen yarns are warped into weaving beams at a warping speed of 100m / min; the yarns on the weaving beams are passed through the heddles and steel reeds in turn, the reed number is No. 55, and each reed has 3 reeds; organization diagram The interwoven fabric is woven with a double-layer weave with 2 / 1 left twill weaves on the outside and inside, and the upper machine diagram is as follows figure 2 Shown; then adopt rapier loom to weave, loom speed is 250r / min, the warp density of the obtained fabric is 300 threads / 10cm, the weft density is 300 threads / 10cm; the surface density of the fabric is 240g / m 2 .
[0032] Step 2, desizing the fabric obtained in step 1, using alkal...
Embodiment 3
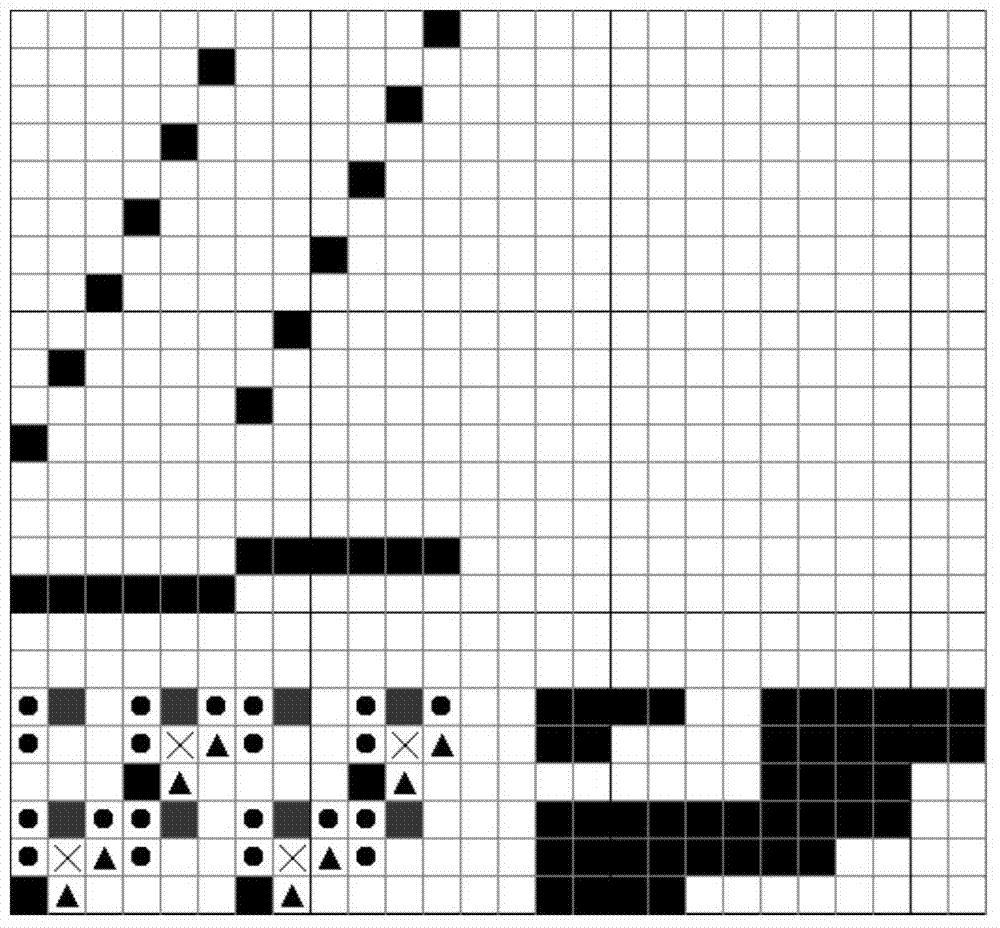
[0036] Step 1: Flame-retardant polyester filaments are sized with modified acrylic ester copolymerization pulp, with a sizing rate of 5.5%, and the temperature during drying is 80°C; linen yarn is sized with modified starch, with a sizing rate of 8%; 300D flame-retardant polyester and 28tex flax yarns are warped into weaving beams at a warping speed of 100m / min; the flame-retardant polyester and flax yarns on the weaving beams are passed through heddles and reeds in sequence, and the reed number is No. 45, and each reed 6 entry; the organization chart uses a three-layer weaving interweave fabric with 1 / 1 plain weave on the outside and inside, and the upper machine diagram is as follows image 3 Shown; Adopt rapier loom to weave then, loom speed 250r / min. The warp density of the obtained fabric is 500 threads / 10cm, the weft density is 300 threads / 10cm; the surface density of the fabric is 302g / m 2 ;
[0037] Step 2, desizing the fabric obtained in step 1, using alkali desizing,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com