


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A rolling method for improving surface wrinkling resistance of ferritic stainless steel
A stainless steel wrinkle resistance technology, which is applied in the field of rolling to improve wrinkle resistance on the surface of ferritic stainless steel, can solve the problems of reducing production efficiency, increasing rolling process and rolling rhythm time, etc. The effect of increased shear deformation band and uniform grain size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
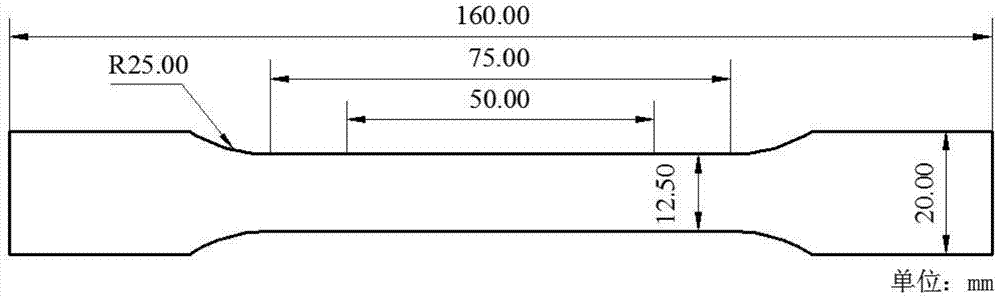
[0026] A hot-rolled annealed plate with a thickness of 2.87 mm was selected, and then the test plate was cold-rolled on a two-roll mill.
[0027] In order to achieve the purpose of asynchronous rolling, different roll diameter configurations are used in cold rolling to achieve asynchronous rolling. At the same time, a group of synchronous rolling with the same roll diameter ratio was selected for comparison. The specific method and cold rolling process of the rolls are shown in Table 1.
[0028] Table 1
[0029]
Simultaneous rolling
Speed ratio 1.11
Speed ratio 1.20
Roll diameter configuration (mm / mm)
100 / 100
90 / 100
100 / 120
Original thickness (mm)
2.87
2.87
2.87
Final rolling thickness (mm)
0.57
0.60
0.57
Reduction rate
80.1%
79.1%
80.1%
[0030] The above-mentioned cold-rolled sheets of different processes were annealed, the annealing temperature was 880° C., and the ann...
Embodiment 2
[0034] Embodiment 2: A rolling method for improving wrinkling resistance on the surface of ferritic stainless steel, which is suitable for adding Nb and Ti stabilizing elements containing 16%-22% of Cr content and ultra-pure stainless steel with C+N content≤0.02%. Ferritic stainless steel, including the following steps:
[0035] Step 1, carrying out hot rolling treatment to cast slab;
[0036] Step 2, carrying out annealing and pickling treatment to the hot-rolled plate;
[0037] Step 3, cold rolling by asynchronous rolling method: the hot-rolled annealed and pickled plate is subjected to asynchronous rolling and cold rolling, the asynchronous rolling speed ratio is between: 1.50, and the total rolling reduction is 90%;
[0038] Step 4, cold rolling and annealing: the steel plate obtained by asynchronous rolling and cold rolling is annealed, the annealing temperature is 1000° C., and the annealing time is 1 min.
Embodiment 3
[0039] Embodiment 3: A rolling method for improving wrinkling resistance on the surface of ferritic stainless steel, which is suitable for adding Nb and Ti stabilizing elements containing 16%-22% of Cr and ultra-pure stainless steel with C+N content≤0.02%. Ferritic stainless steel, including the following steps:
[0040] Step 1, carrying out hot rolling treatment to cast slab;
[0041] Step 2, carrying out annealing and pickling treatment to the hot-rolled plate;
[0042] Step 3, cold rolling by asynchronous rolling method: the hot-rolled annealed and pickled plate is subjected to asynchronous rolling and cold rolling, the asynchronous rolling speed ratio is between: 1.05, and the total rolling reduction is 75%;
[0043] Step 4, cold rolling and annealing: the steel plate obtained by asynchronous rolling and cold rolling is annealed, the annealing temperature is 840° C., and the annealing time is 4 minutes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com