


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for improving coiling temperature control accuracy of hot rolled new-variety new-specification band steel
A technology of coiling temperature and control accuracy, applied in the field of control, can solve problems such as low hit rate of first production accuracy and out-of-tolerance coiling temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0129] Example 1: Control example of existing varieties but new specifications
[0130] Incoming materials:
[0131] c steel type: AQ3440E1;
[0132] ●The target coiling temperature is 560℃, and the corresponding temperature layer in this system is 4;
[0133] ●The target thickness is 2.62mm, and the corresponding thickness layer in this system is 9;
[0134] ●The target speed is 10.5m / s, and the corresponding thickness layer in this system is 40;
[0135] ●Cooling mode is "1";
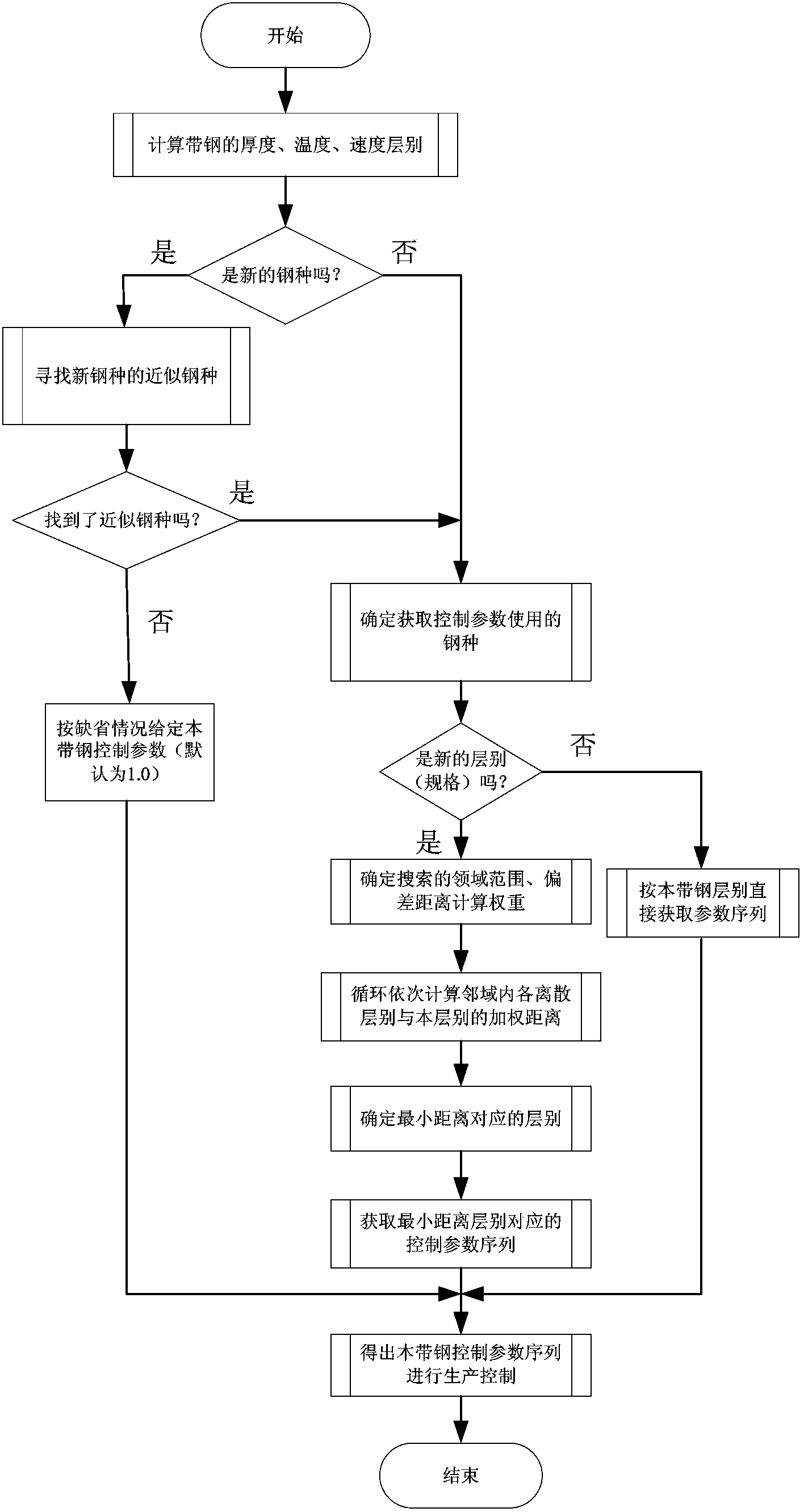
[0136] When the coiling temperature control model determines the control parameters of the strip, it is found that the steel type, temperature layer, speed layer and cooling mode corresponding to the strip have actual production records in the system, but there is no thickness layer in the historical data. 9, so it is judged to be a new specification of an existing variety, and if it is, it automatically enters the control link of this method to search for the best match.
[0137] According to 4....
Embodiment 2
[0149] Embodiment 2: New Variety Control Example
[0150] Incoming materials:
[0151] ●Steel type: AP1056E1;
[0152] ●The target coiling temperature is 560℃, and the corresponding temperature layer in this system is 4;
[0153] ●The target thickness is 2.62mm, and the corresponding thickness layer in this system is 9;
[0154] ●The target speed is 10.5m / s, and the corresponding thickness layer in this system is 40;
[0155] ●Cooling mode is "1";
[0156] When the coiling temperature control model determines the control parameters of the strip steel, it is found that the steel type "AP1056E1" corresponding to the strip steel has no actual production performance in the system, so it is judged as a new variety, and if it is automatically entered into the above link of this method, the final best match search.
[0157] Step 1: Search for the steel type closest to AP1056E1 in the system (see the above description for the specific method), assuming that the found steel type i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com