A two-pass rolling method for variable thickness strip rolling
A strip rolling and variable thickness technology, which is applied in the field of two-pass rolling for variable thickness strip rolling, can solve the problems that are not easy to realize, and require high accuracy and high requirements for incoming material contour recognition.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
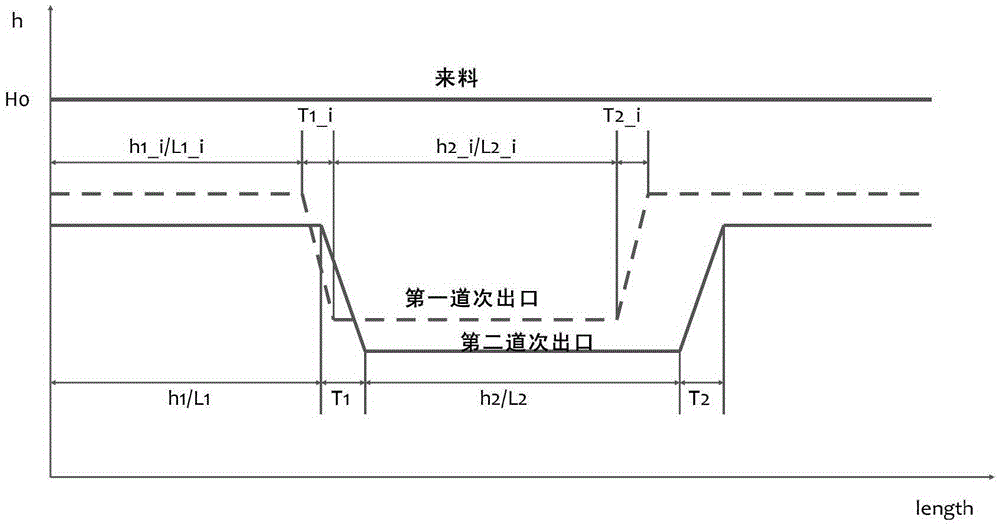
[0093] A certain sample requires the contour after rolling such as Figure 4 As shown, h1=2.0mm, L1=200mm, T1=100mm, h2=1.0mm, L2=700mm, the incoming strip thickness is 2.5mm, the width is 300mm, the diameter of the work roll is 160mm, and the rolling speed is maintained at 150mm And s. The incoming material is a certain steel grade, and its deformation resistance calculation formula is k s =k(ε+m) n , The deformation resistance parameters are k=30, m=0.01, n=0.1.
[0094] The model uses the Hill formula to calculate the rolling force:
[0095] P = b · k p · κ · D p R ′ · ( H - h ) X Z p
[0096] In the formula, P- is the rolling force (kN);
[0097] b— is the width of the rolled piece (mm);
[0098] k p -Is the average deformation resistance (kN / mm 2 );
[0099] κ—is the tension influence coefficient;
[0100] D p —In order to consider the external friction stress state coefficient after flattening,
[0101] D p = ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com