Self-sustaining friction stir welding stirring head with irrotational lower shaft shoulder and welding method of stirring head
A friction stir welding and stirring head technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of increased welding heat input, low mechanical properties of welded joints, and difficulty in welding seam forming, so as to reduce welding heat. Input, increase bearing capacity, improve the effect of weld forming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
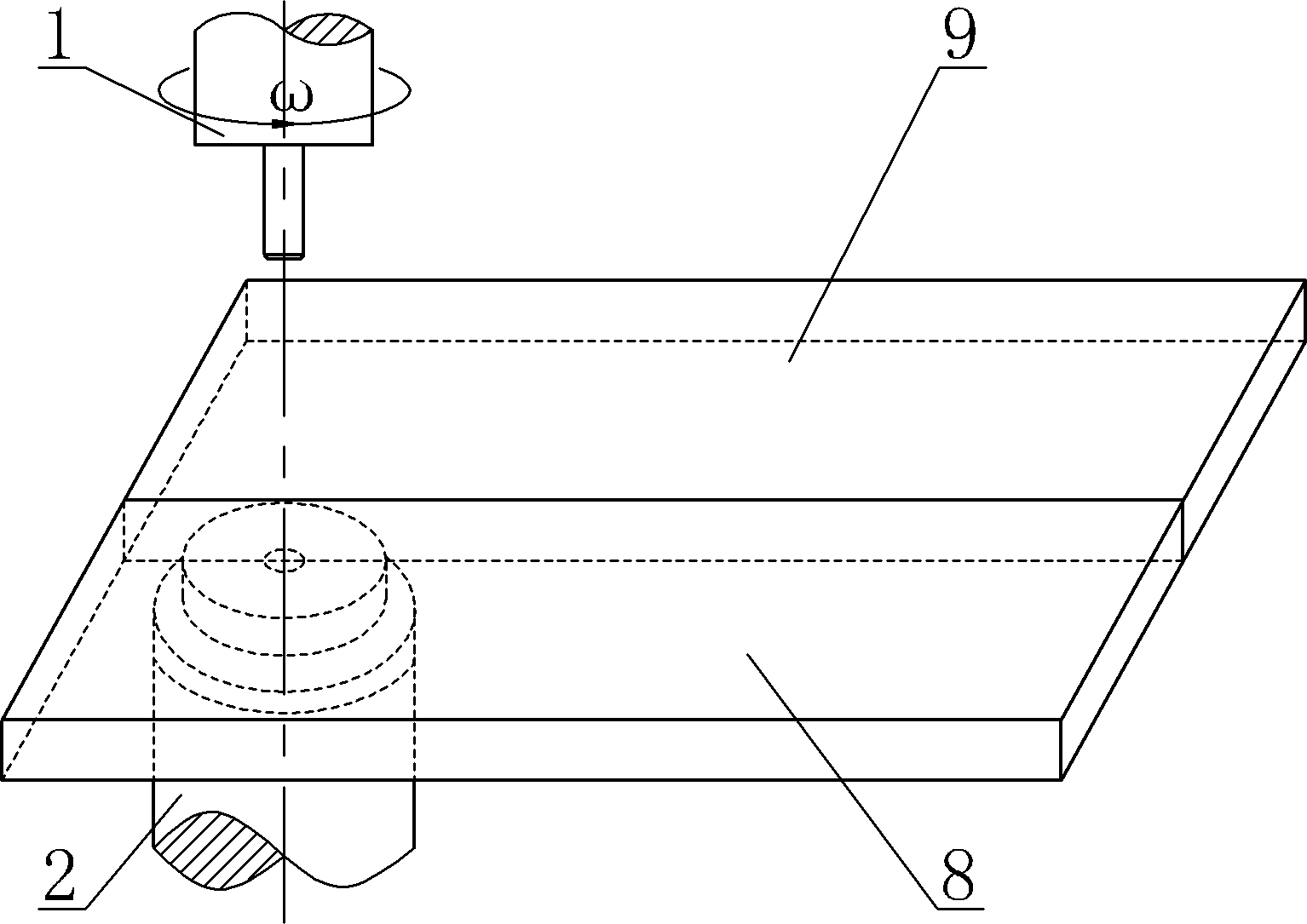
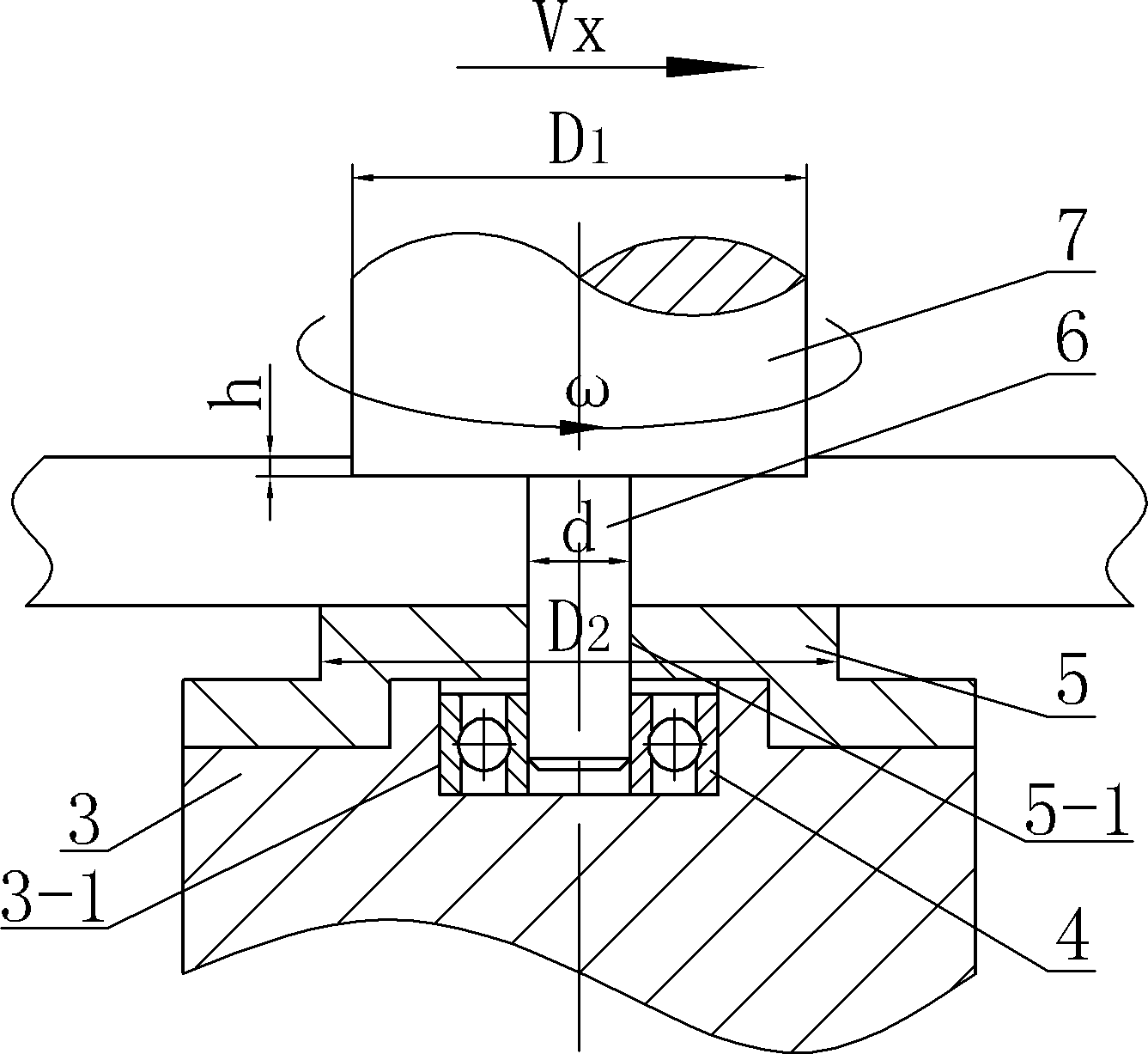
[0017] Specific implementation mode one: as Figures 1 to 2 As shown, a self-sustaining friction stir welding stirring head with a non-rotating lower shoulder in this embodiment, the stirring head is composed of an upper stirring head 1 and a lower stirring head 2, and the upper stirring head 1 is composed of an upper The shaft shoulder 7 and the stirring needle 6 are composed, the upper end surface of the stirring needle 6 is fixed on the lower end surface of the upper shoulder 7, the upper shoulder 7 and the stirring needle 6 are coaxially arranged, and it is characterized in that: the lower The stirring head 2 is composed of a supporting base 3, a radial positioning bearing 4 and a lower shaft shoulder 5, the center of the upper end surface of the supporting base 3 is processed with a circular groove 3-1, and the radial positioning bearing 4 is installed on In the circular groove 3-1, the lower shoulder 5 is fixed on the upper end surface of the support base 3, and the lowe...
specific Embodiment approach 2
[0018] Specific implementation mode two: as figure 2 As shown, the diameter D1 of the upper shoulder 7 in this embodiment is 3 to 5 times the thickness of the workpiece to be welded, the diameter D2 of the lower shoulder 5 is 4 to 6 times the thickness of the workpiece to be welded, and the diameter d of the stirring pin 6 is 3 to 5 times the thickness of the workpiece to be welded. 1 to 2 times the thickness of the welded workpiece. With such a design, good weld seam formation can be obtained while ensuring sufficient strength of the stirring needle. Other steps are the same as in the first embodiment.
specific Embodiment approach 3
[0019] Specific implementation mode three: as figure 2 As shown, the diameter D1 of the upper shaft shoulder 7 in this embodiment is 4 times of the thickness of the workpiece to be welded, the diameter D2 of the lower shoulder 5 is 5 times of the thickness of the workpiece to be welded, and the diameter d of the stirring pin 6 is 4 times of the thickness of the workpiece to be welded. 1.5 times. With such a design, good weld seam formation can be obtained while ensuring sufficient strength of the stirring needle. Other steps are the same as in the second embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com