Method for preparing butyraldehyde from propylene and synthesis gas
A synthesis gas and propylene technology, applied in carbon monoxide reaction preparation, organic chemistry, etc., can solve the problems of low conversion rate and production capacity of the second reactor, short catalyst life cycle, high production cost, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
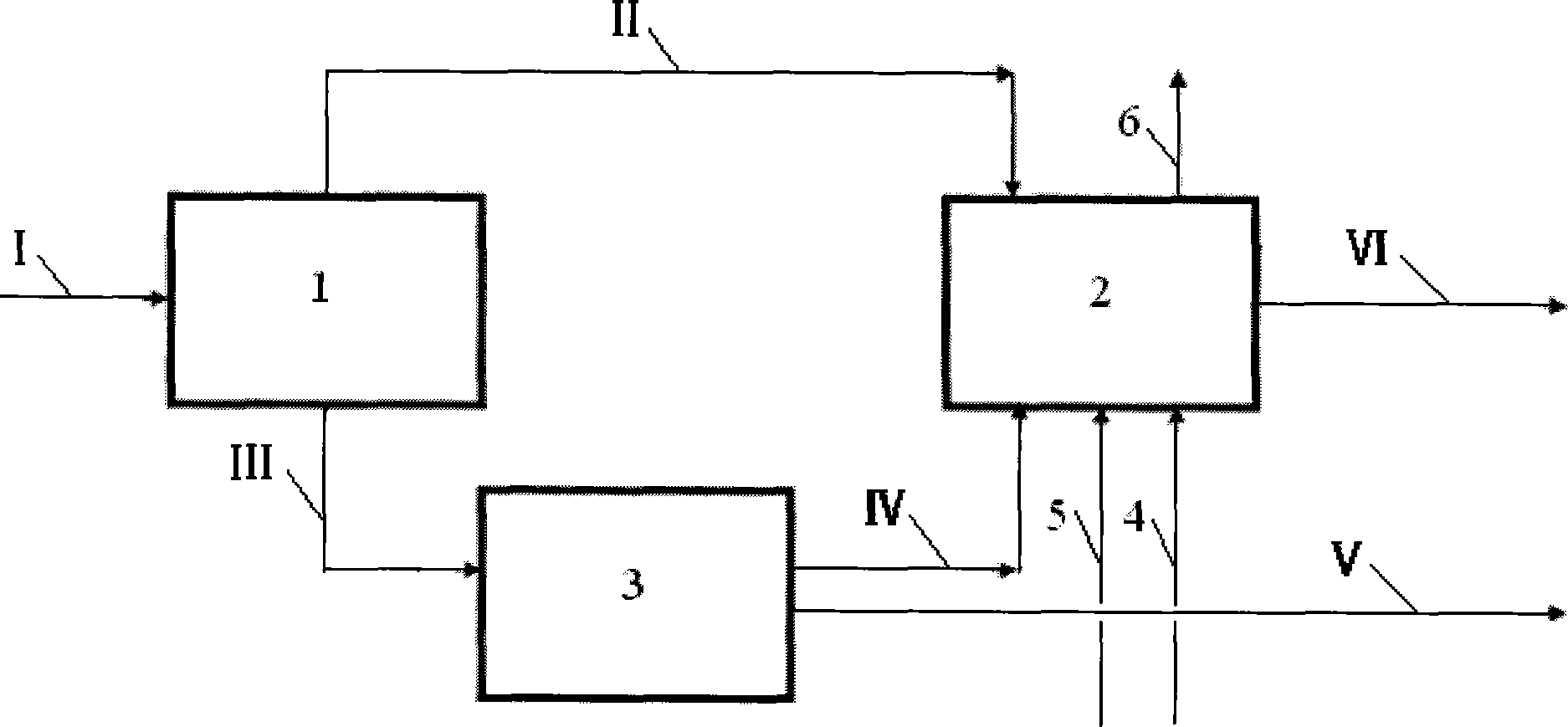
[0024] according to figure 2 In the process shown, the stream I containing propylene, synthesis gas and catalyst enters the first reactor 1, after the reaction, the vapor phase stream II is obtained at the top of the tower, and the liquid phase stream III is obtained at the bottom of the tower. Stream III enters the intermediate separation unit 3, and after separation, vapor phase stream IV and liquid phase stream V are obtained. Stream Ⅴ enters the follow-up process as a crude product. Stream II, stream IV, supplementary synthesis gas 4 and supplementary catalyst 5 enter the second reactor, and after the reaction, liquid phase stream VI containing butyraldehyde and tail gas 6 are obtained. Logistics Ⅵ is output as a product, and tail gas 6 is discharged out of bounds or enters the subsequent process.
[0025] The operating conditions of the first reactor are: pressure 1900KPa, temperature 90°C, residence time 3 hours. The weight ratio of propylene, synthesis gas and catal...
Embodiment 2
[0038] Flow process and operating conditions are the same as [Example 1], but the amount of feed is different.
[0039] The reaction result is: the conversion rate of the first reactor is 77%, and the conversion rate of the second reactor is 83%. See Table 4 and Table 5 for details.
[0040] Table 4
[0041]
[0042] table 5
[0043]
[0044] Under the premise of not changing the structure, size and size of the two reactors, the production capacity of the reaction system is increased by 10%. Nascent butyraldehyde increased from 395kmol / h to 435kmol / h. If there is a margin of more than 10% in the subsequent separation equipment, then only a small amount of equipment can be added to expand the capacity by 10%.
Embodiment 3
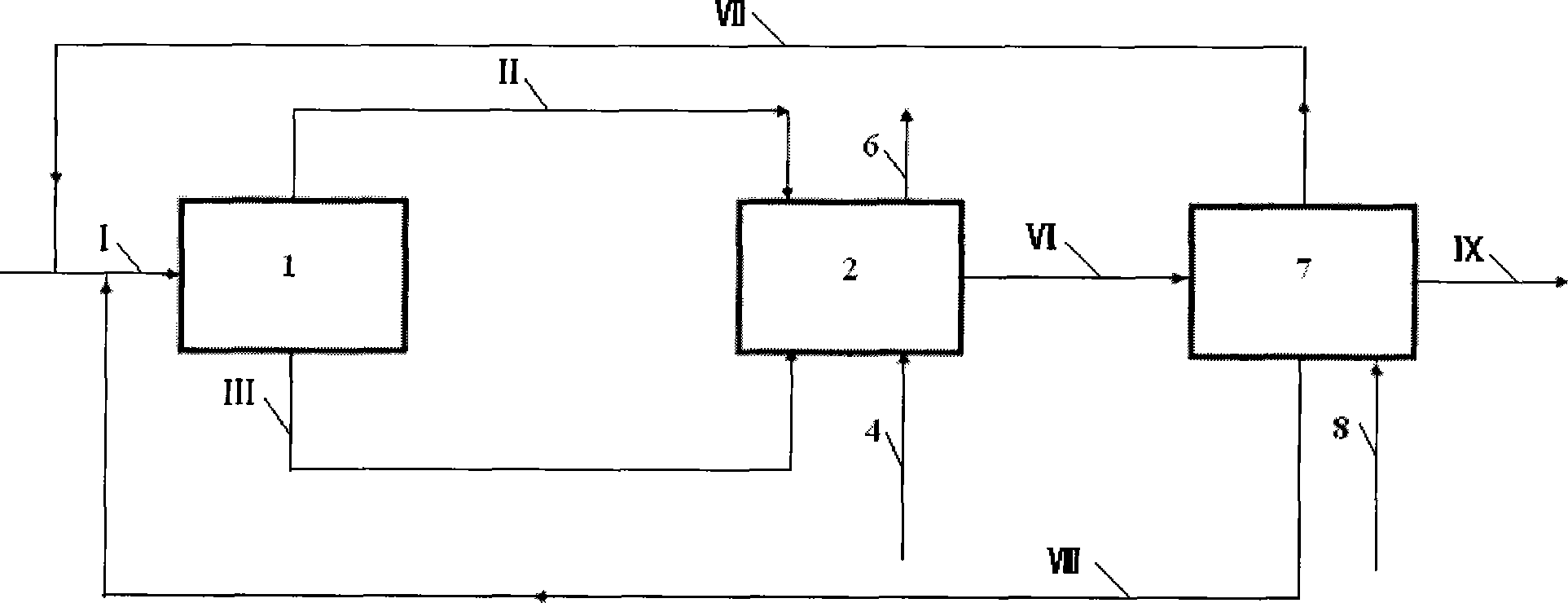
[0046] according to image 3 In the process shown, the stream I containing propylene, synthesis gas and catalyst enters the first reactor 1, after the reaction, the vapor phase stream II is obtained at the top of the tower, and the liquid phase stream III is obtained at the bottom of the tower. Stream III enters the intermediate separation unit 3, and after separation, vapor phase stream IV and liquid phase stream V are obtained. Stream Ⅴ enters the follow-up process as a crude product. Stream II, stream IV, supplementary synthesis gas 4 and supplementary catalyst 5 enter the second reactor, and after the reaction, stream VI containing butyraldehyde and tail gas 6 are obtained. Stream V and stream VI enter separation unit 7, using synthesis gas as stripping gas (stream 8), and after separation, vapor phase stream VII containing propylene and synthesis gas, liquid phase stream VIII containing catalyst and product butyraldehyde stream IX are obtained. Among them, stream VII is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com