Accurate extrusion mould and method of light alloy stepped workpiece
An extrusion die and ladder-shaped technology, which is applied in the field of precise extrusion dies for ladder-shaped workpieces, can solve the problems of difficult-to-form multi-layer twists and turns, low strength, and low guiding precision, and achieve shortened manufacturing processes, high material utilization, and The effect of reducing labor intensity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] One, the precise extruding mold of light alloy stepped workpiece of the present invention
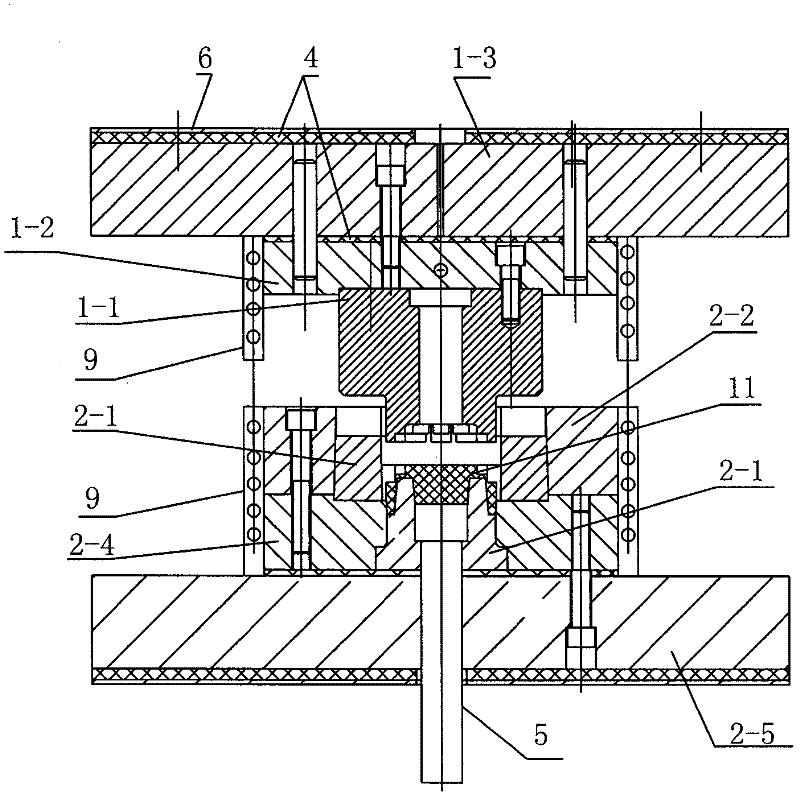
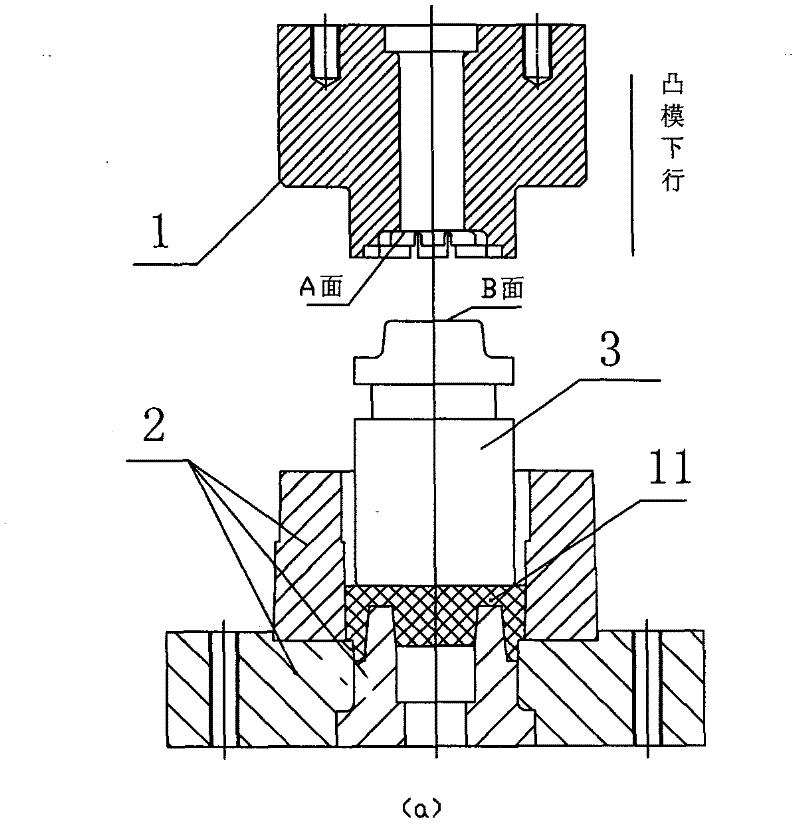
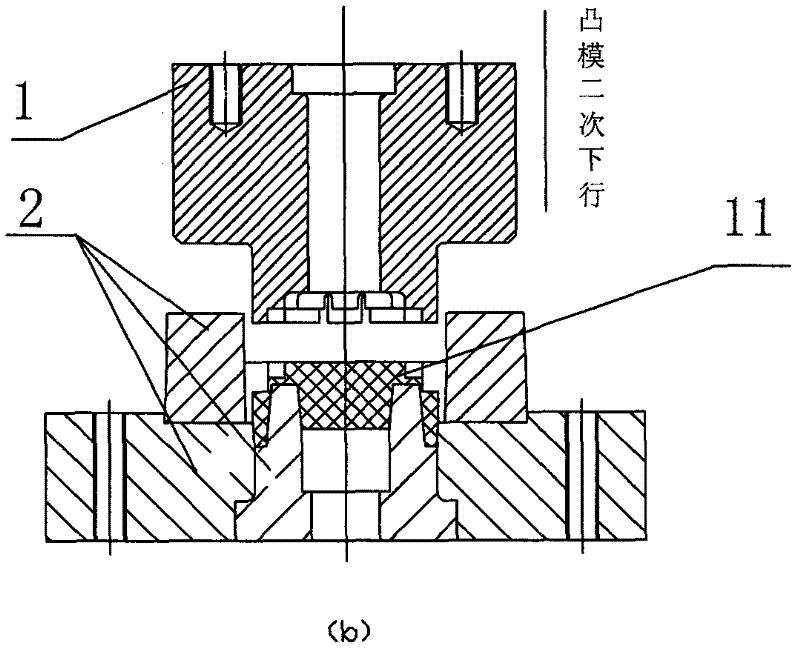
[0027] figure 1 , Figure 10 and Figure 11 As shown, the precise extrusion die of light alloy stepped workpiece ( figure 1 for mold clamping state). The mold includes a male mold part 1 , a female mold part 2 and a pre-press core 3 . Described punch part 1 is made up of punch 1-1, upper backing plate 1-2 and upper template 1-3; The positioning pin is connected, and the upper formwork and the press are connected by bolts; a heat-insulating cotton pad (4) is provided between the upper backing plate and the upper formwork, and a heat-insulating cotton clamp pad 4 and an iron sheet are provided between the upper formwork and the press. 6.
[0028] The die part 2 is composed of a die ring 2-1, an insert 2-2 with a cavity, a stress ring 2-3, a lower backing plate 2-4 and a lower template 2-5; the insert is placed in the die There is a constrained stress circle inside the circle...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com