


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for producing medium and small aperture seamless steel tube by reducing and rolling hollow continuous cast tube blank
A technology for reducing and rolling seamless steel pipes, which is applied in the direction of metal rolling, metal rolling, metal rolling racks, etc., and can solve the problems of increasing steel pipe wall thickness deviation, production line capacity limitation, and affecting metal yield, etc. problems, to achieve the effect of increasing the length of the ruler, reducing the perforation process, and increasing production capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] Outer diameter and wall thickness: φ400mm*120mm hollow continuous casting slab
[0023] Tube blank length: 8000mm
[0024] Tube blank weight: 5016kg
[0025] Finished product specification: 73mm*5.5mm
[0026] Finished product length: 12m*60=720m
[0027] Baking temperature: 1150°C
[0028] Rolling start temperature: 1100℃
[0029] Reducing and sizing temperature: 920°C
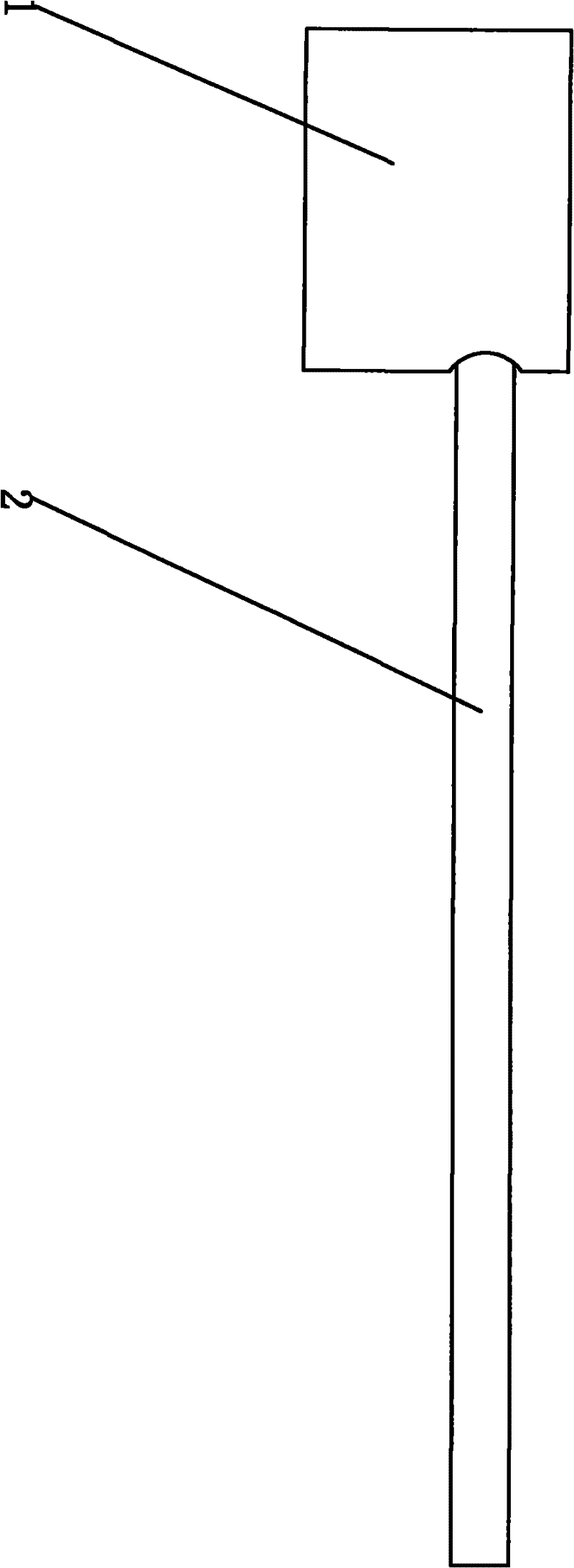
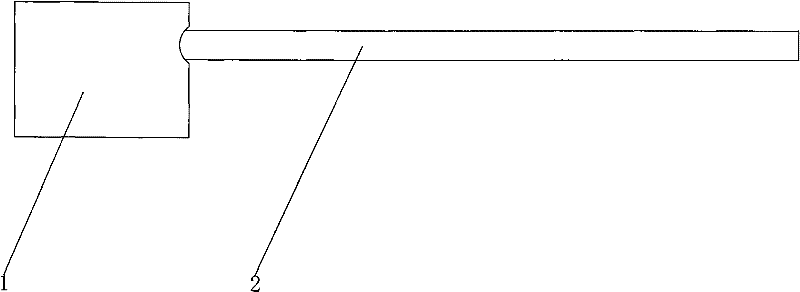
[0030] The tube blank is heated to 1150°C in the heating furnace and released from the furnace. After descaling with 20Mpa high-pressure water, the oxide scale on the surface of the tube blank is removed, and it is sent to the front of the stretching machine through the conveying roller. Move forward, push the push rod 2 into the tube blank, the push rod trolley 1 pushes the push rod 2 to a fixed position in the pass, the feeding roller table rotates, and the tube blank is fed into the stretching machine. The stretching machine is a three-roll skew rolling mill, and the three rolls are arranged i...
Embodiment 2
[0032] Outer diameter and wall thickness: φ500mm*120mm hollow continuous casting slab
[0033] Tube blank length: 8000mm
[0034] Tube blank weight: 8935kg
[0035] Finished product specification: 114mm*8.5mm
[0036] Finished product length: 12m*33.8=406m
[0037] Baking temperature: 1200°C
[0038] Start rolling temperature: 1150℃
[0039] Reducing and sizing temperature: 920°C
[0040] The tube billet is heated to 1200°C in the heating furnace and released. After descaling with 20Mpa high-pressure water, the oxide scale on the surface of the tube billet is removed, and it is sent to the front desk of the stretching machine through the conveying roller. Move forward, push the push rod 2 into the tube blank, the push rod trolley 1 pushes the push rod 2 to a fixed position in the pass, the feeding roller table rotates, and feed the tube blank into the stretching machine. The stretching machine is a three-roll cross-rolling mill, and the three rolls are arranged in a circ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com