Control method of tandem cold rolling mill emulsion section cooling
A segmental cooling and control method technology, applied in the direction of contour control, etc., can solve the problems that the surface quality of the finished strip steel in the rolling mill cannot be guaranteed, and achieve the effects of fast calculation speed, clear principle, and reduced slippage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
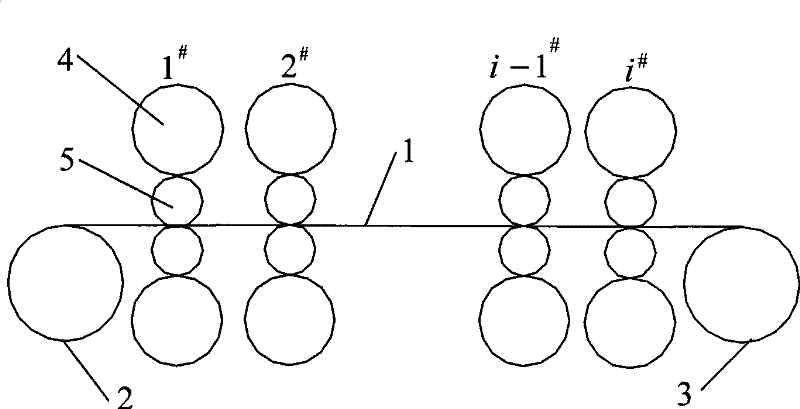
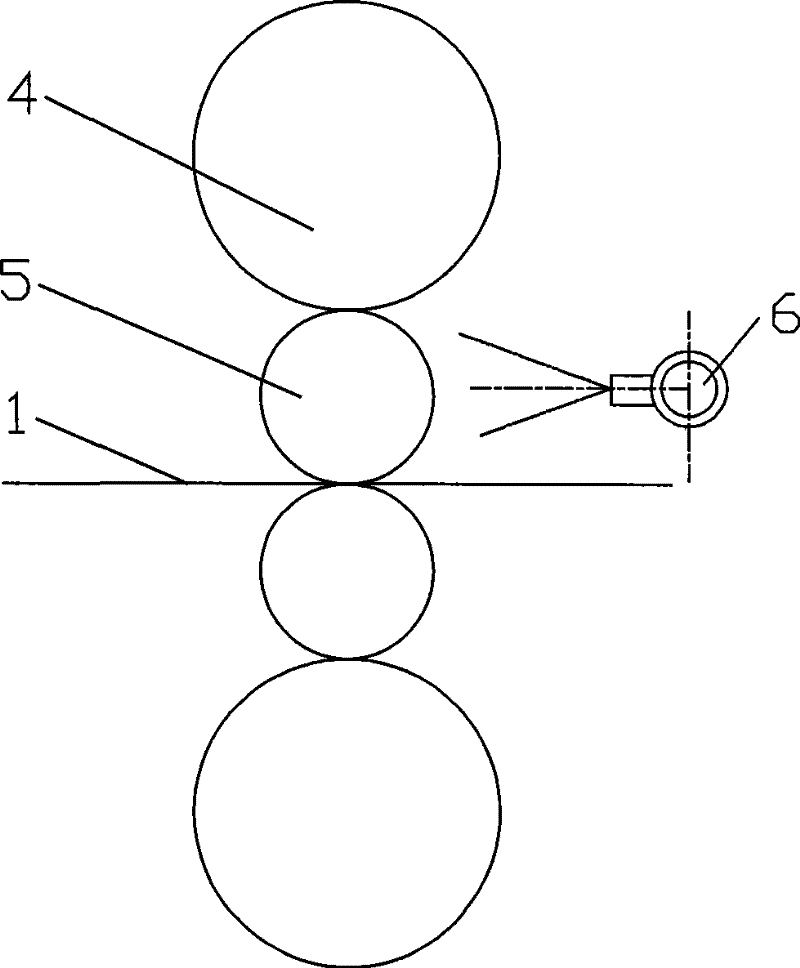
[0150] Now take the typical steel grade with tapping mark AP0740 as an example, with the help of Figure 4 To describe the emulsion staged cooling control process and related effects of a specific steel grade on a specific cold tandem mill.
[0151] First of all, in the initial stage, firstly, key parameters such as the equipment parameters of the rolling mill and the specifications of the strip to be rolled are collected, mainly including the length L of the work roll body W =2230mm, working roll diameter D W =560mm, back-up roll body length L b =2030mm, back-up roll diameter D b =1500mm, the distance between the drive side of the backup roller and the center of the screw on the working side is l 1 =2360mm, positive and negative bending rolls of working rolls, center distance between drive side and working side bending roll hydraulic cylinder l 2 =2360mm, maximum bending force S=50t, maximum rolling pressure P=3000t, maximum rolling speed V=1200m / min, working original rol...
Embodiment 2
[0172] In order to further set forth the basic idea of the present invention, take the typical steel grade of AP1057 as an example again with the tapping mark, by means of Figure 4 To describe the emulsion staged cooling control process and related effects of a specific steel grade on a specific cold tandem mill.
[0173] First of all, in the initial stage, firstly, key parameters such as the equipment parameters of the rolling mill and the specifications of the strip to be rolled are collected, mainly including the length L of the work roll body W =2230mm, working roll diameter D W =560mm, back-up roll body length L b =2030mm, back-up roll diameter D b =1500mm, the distance between the drive side of the backup roller and the center of the screw on the working side is l 1 =2360mm, positive and negative bending rolls of working rolls, center distance between drive side and working side bending roll hydraulic cylinder l 2 =2360mm, maximum bending force S=50t, maximum rollin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com