Corrosion-resistant coated copper and method for making the same
a coating copper and corrosion-resistant technology, applied in the field of corrosion-resistant coated copper, can solve the problems of contaminating piped water or well water, and contaminating the surrounding area and underground water reservoirs, so as to improve the grain refinement of the metal alloy, improve the mechanical properties of the alloy, and improve the corrosion resistance of the metal alloy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example a
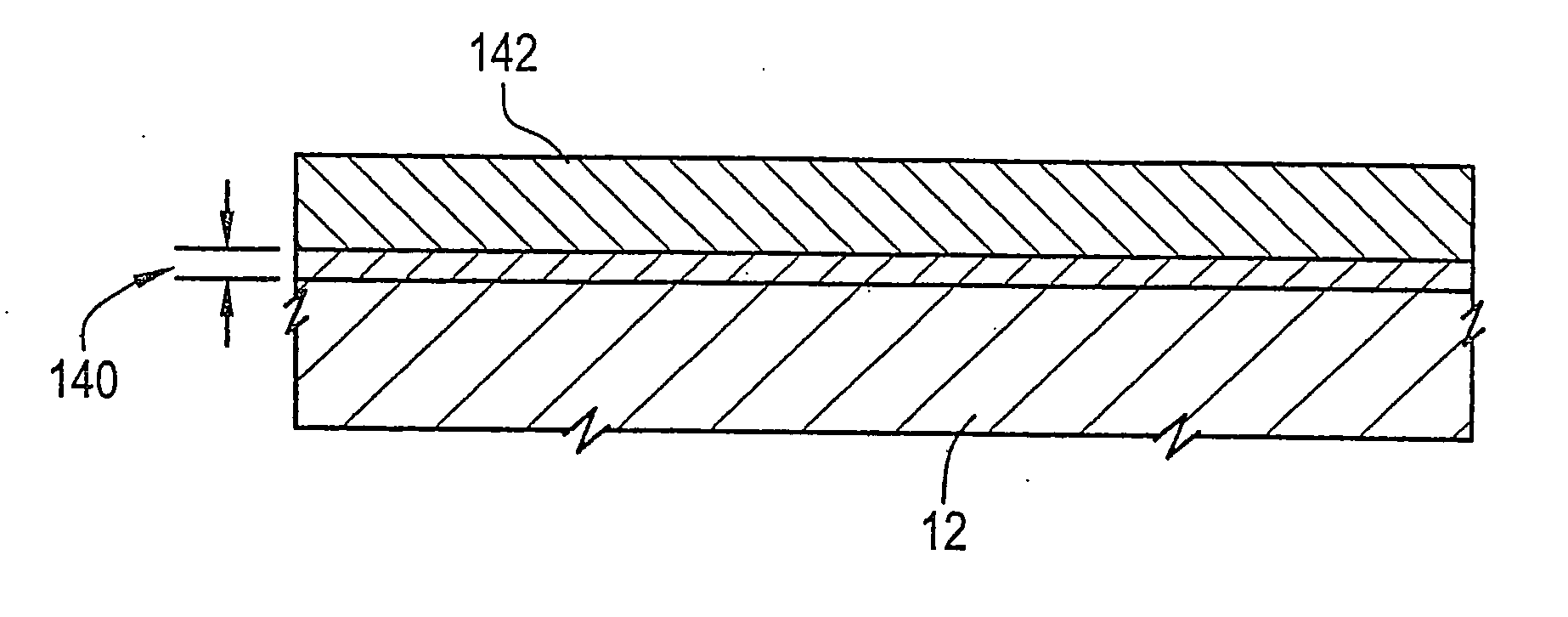
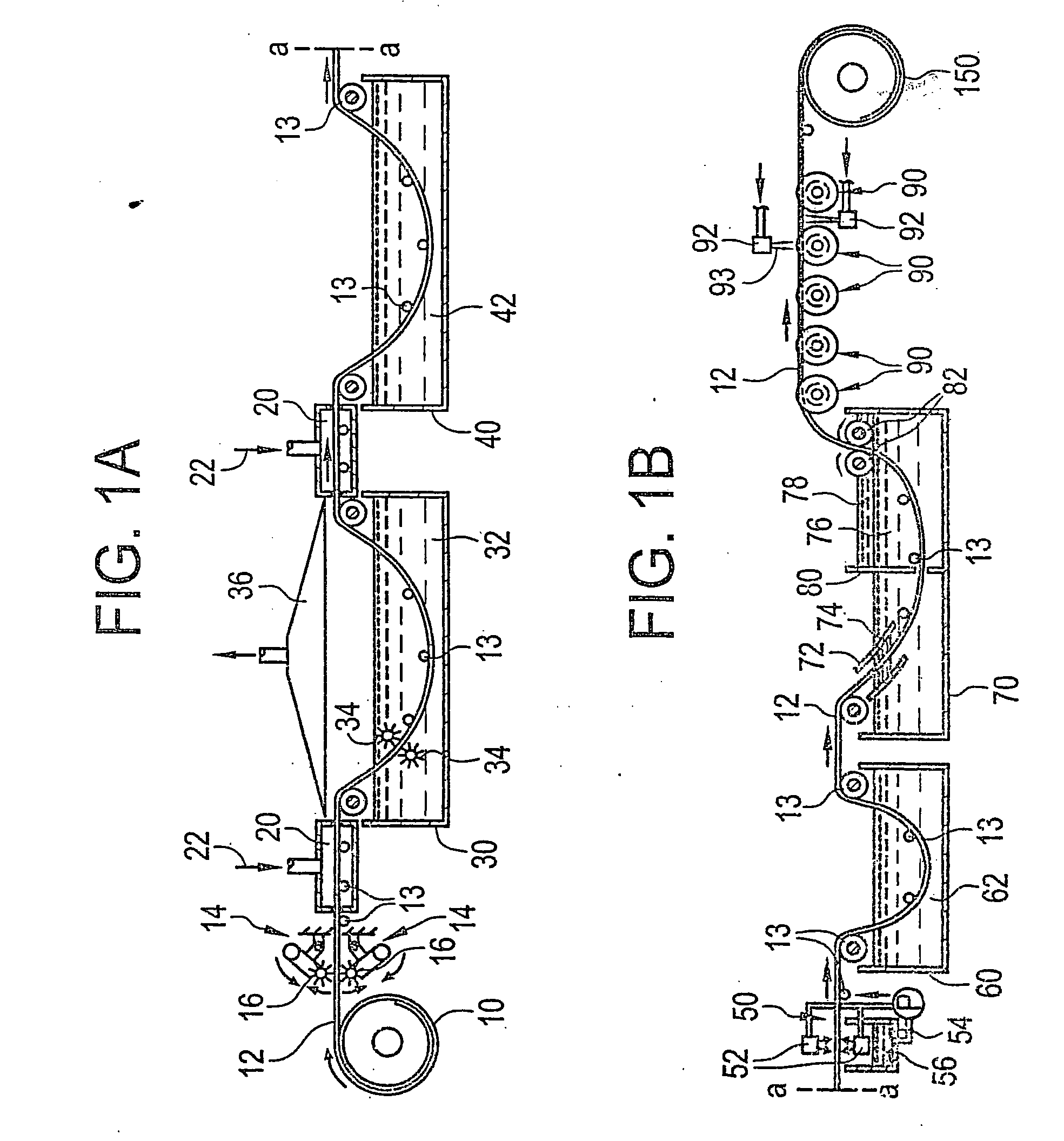
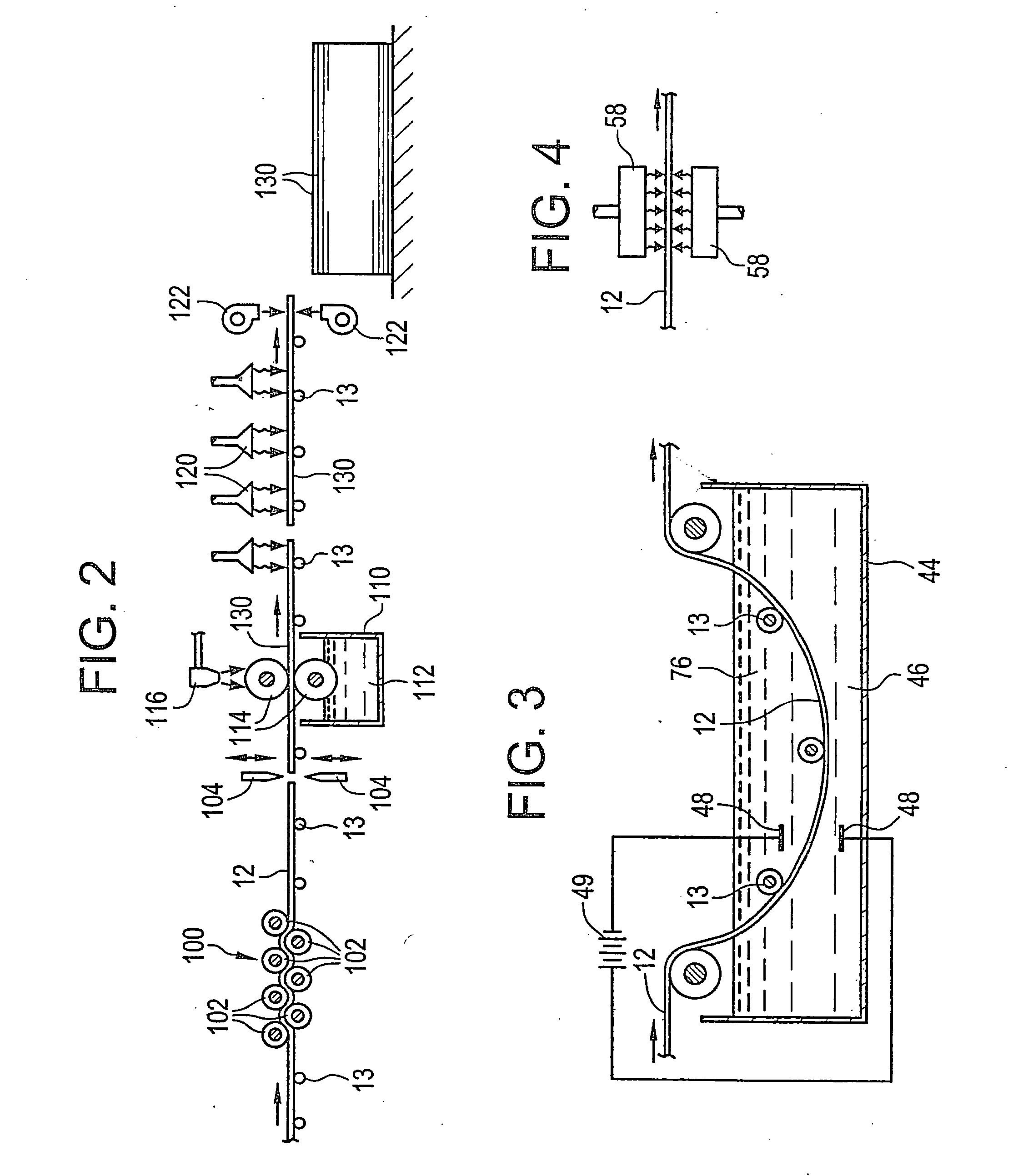
[0221] A metal strip is unwound from a roll of metal strip. The metal strip has an average thickness of about 762 microns. The metal strip is continuously passed through an electrolytic tank to plate nickel on the strip surface. The nickel plated layer has a thickness of about 1-3 microns. The metal alloy includes at least about 85% tin and at least about 9 to 10% zinc and less than about 0.5% lead. The metal alloy in the melting pot at a temperature of about 301-455° C. The metal strip is passed through the melting pot having a length of about 16 feet at a speed of about 100 ft / min. The metal strip has a resident time in the melting pot of less than about 10 seconds. The coated metal strip is passed through coating rollers and / or an air-knife to achieve an average coating thickness of about 7-77 microns. The coated metal strip is rewound into a roll of coated metal strip.
example b
[0222] A metal strip is unwound from a roll of metal strip. The metal strip has an average thickness of about 762 microns. The metal strip is plated with chromium of a thickness of less than about 3 microns. A metal alloy having a composition of at least about 45% tin, at least about 45% zinc, less than about 1% of a metal additive, and less than about 0.1% lead is coated onto the metal strip. The metal alloy is heated in a melting pot at a temperature of about 301-482° C. The strip is passed through the melting pot having a length of about 16 feet at a speed of about 100 ft / min. The metal strip has a resident time in the melting pot of less than about 10 seconds. The coated metal strip is passed through coating rollers and / or an air-knife to achieve an average coating thickness of about 7-77 microns. The coated metal strip is rewound into a roll of coated metal strip.
example c
[0223] A metal strip is unwound from a roll of metal strip. The metal strip has an average thickness of about 762 microns. The metal strip is continuously plated with a tin layer of about 1-3 microns thick. A metal alloy having a composition of at least about 45% tin and at least about 45% zinc is coated onto the metal strip. The metal alloy is heated in a melting pot at a temperature of about 301-482° C. The metal strip is passed through the melting pot having a length of about 16 feet at a speed of about 100 ft / min. The metal strip has a resident time in the melting pot of less than about 10 seconds. The coated metal strip is passed through coating rollers and / or an air-knife to achieve an average coating thickness of about 7-77 microns. The coated metal strip is rewound into a roll of coated metal strip.
PUM
| Property | Measurement | Unit |
|---|---|---|
| corrosion-resistant | aaaaa | aaaaa |
| chemical | aaaaa | aaaaa |
| physical properties | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com