Mthod for controlling roller gap of precision rolling machine of band steel
A control method and finishing mill technology, applied in the direction of rolling force/roll gap control, contour control, etc., can solve problems such as inaccurate exit temperature, inaccurate exit thickness, inaccurate calculation of finish rolling entry temperature, etc., to achieve increased width Accuracy, the effect of improving thickness accuracy and yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The present invention will be described in further detail below in conjunction with the accompanying drawings.
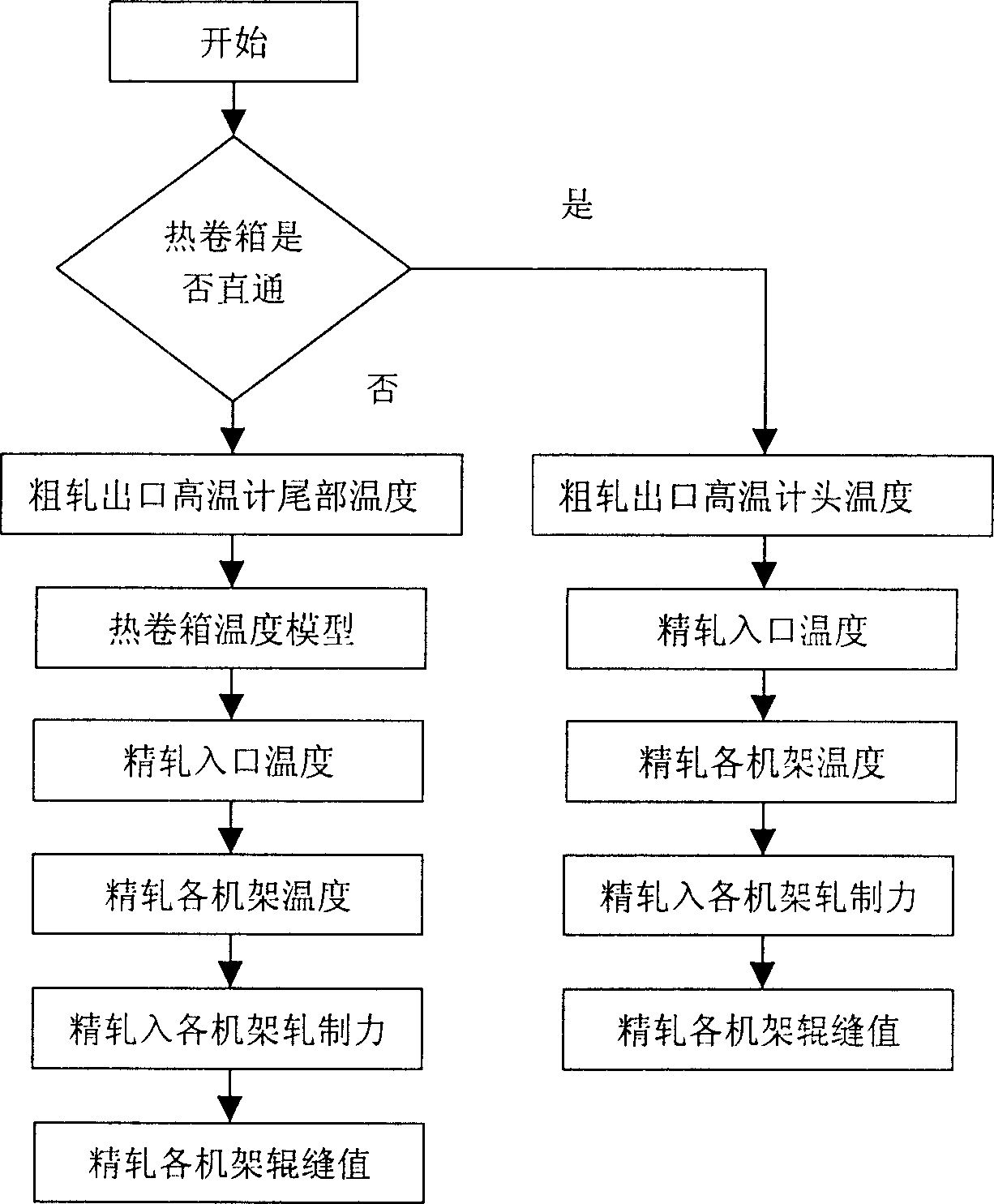
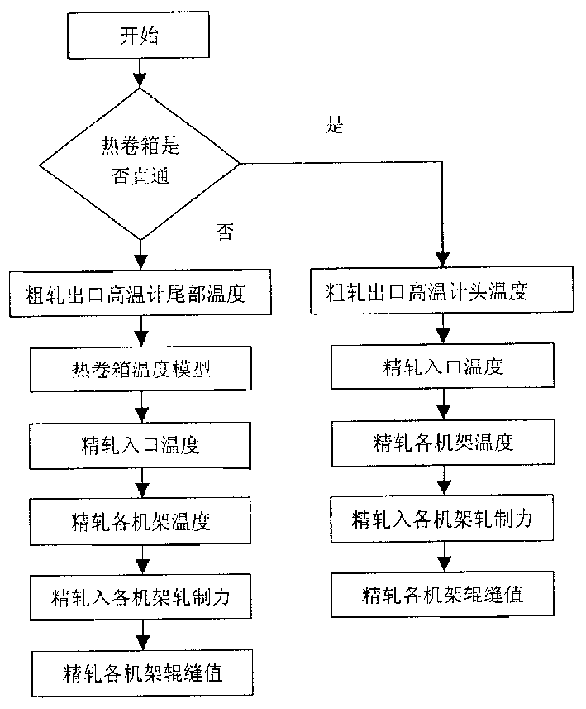
[0022] Such as figure 1 As shown, the control method of the roll gap of the strip steel finishing mill of the present invention mainly includes the temperature value of the finish rolling entrance, the temperature value of each finish rolling stand, the rolling force value of each finish rolling stand, and the finish rolling each stand by the computer. The calculation of the roll gap value of the frame is set to the first-level computer, which controls the PLC, and adjusts the pressing motor and hydraulic device to adjust the roll gap through the PLC. The mathematical model of the finish rolling inlet temperature is:
[0023] FET=RDT-αH-βGD-γL+δ
[0024] Among them: FET - finish rolling entrance temperature;
[0025] RDT——The actual temperature at the end of the roughing mill exit, its value is fed back to the first-level computer and sent to the process co...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com