Method for solving wave shapes among racks through proportional convexity variation coefficients
A technology of proportional convexity and variation coefficient, which is applied in the direction of contour control, etc., to achieve the effect of reducing roll changing time and reducing roll consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0038] The method for solving the wave shape between racks through the proportional convexity variation coefficient of the present embodiment includes the following steps:
[0039] (1) Determine the proportional convexity change coefficient Pi of each rack, and the determination method is as follows:
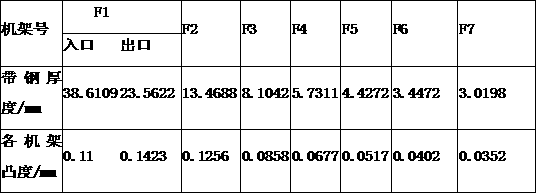
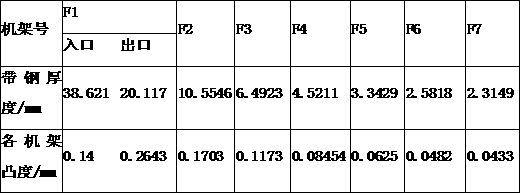
[0040] (101) According to the crown control ability of each stand itself and the position of the stand in the whole unit, the conventional hot continuous rolling finishing mill is composed of 7 rolling stands. 3 racks, that is, F5 to F7 racks are the rear racks;
[0041] (102) The sum of the proportional convexity change coefficients of each rack is 1, that is, P1+P2+P3+P4+P5+P6+P7=1; among them, the proportional convexity change of the front rack is allowed, in order to ensure that the inter-rack board The shape and the outlet of the unit have good straightness, and the proportional convexity change of the rear frame is 0, that is, P5=P6=P7=0;
[0042] (103) In order to deter...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com