Stainless steel cold rolling production unit and production method thereof
A cold tandem rolling mill, stainless steel technology, applied in the direction of metal rolling, metal rolling, workpiece surface treatment equipment, etc., can solve the problems of long production cycle, low production efficiency, high production cost, etc., to reduce the production cycle and improve production Efficiency, the effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
[0052] In this embodiment, the production method of stainless steel according to the present invention is described by taking the production of finished steel strips whose steel type is 304 stainless steel, with a width of 1550 mm and a thickness of 0.6 mm as an example.
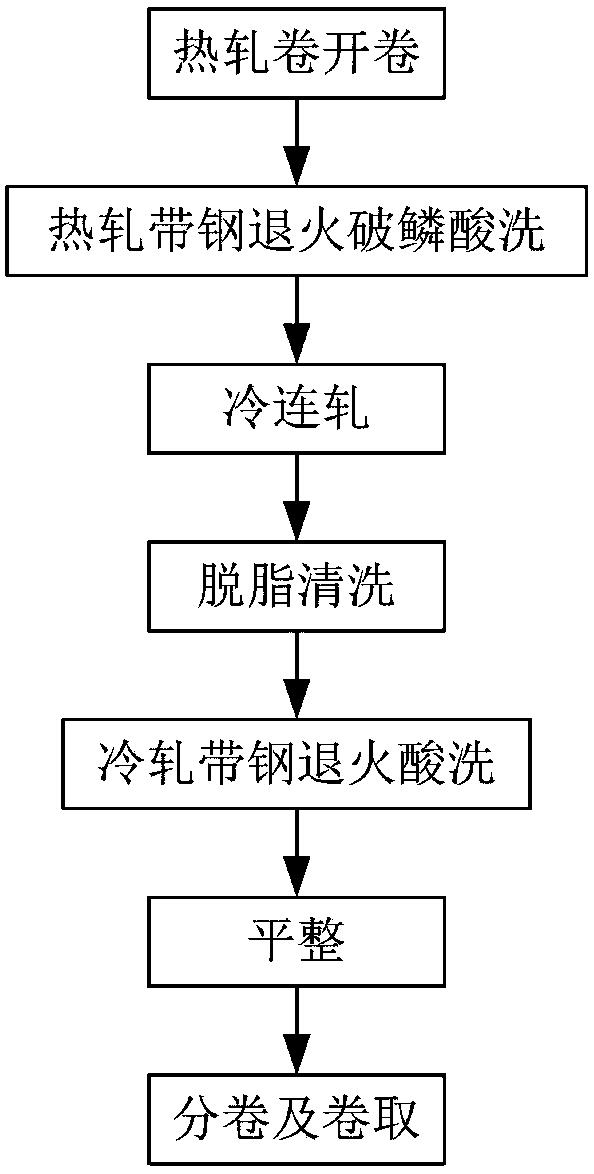
[0053] In the present embodiment, the thickness of the hot-rolled incoming material is 2 mm, and the width of the hot-rolled incoming material is 1550 mm. The steps in the production method are carried out as described above. The main process parameters involved in each step are as follows:
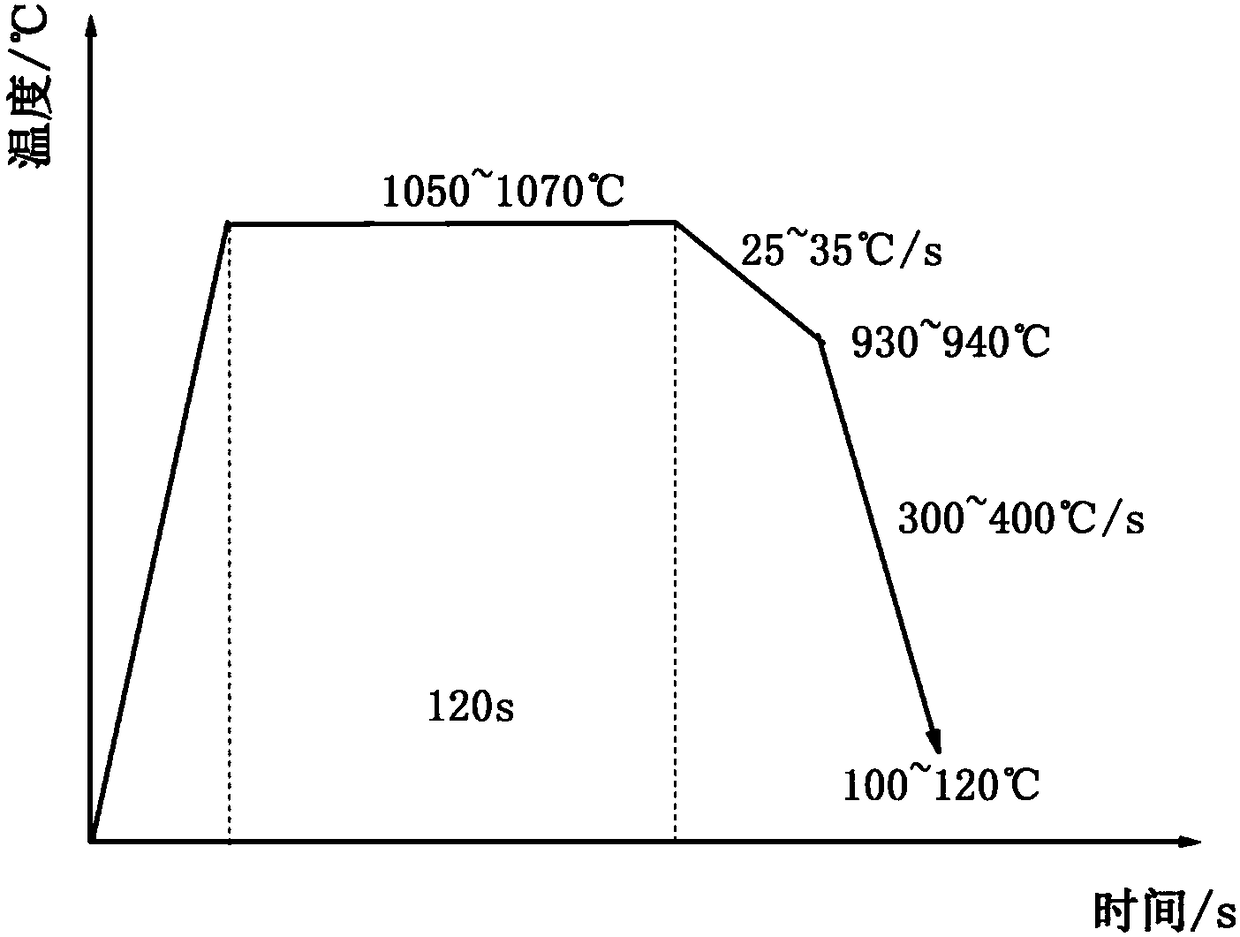
[0054] Hot-rolled strip annealing and phosphoric acid washing process
[0055] The tensile stress at the entrance of the strip steel in the first annealing and pickling section is 30 MPa, and the tensile stress at the exit of the strip steel in the first annealing and pickling section is 40 MPa; during the annealing process, the strip steel is first continuously annealed, and the annealing temperature curve is as follows...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com