Alloy three-layer structure surface groove control method
A technology of three-layer structure and control method, which is applied in the field of surface groove defect control of superplastic formed three-layer structural parts for aerospace. Groove defects etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
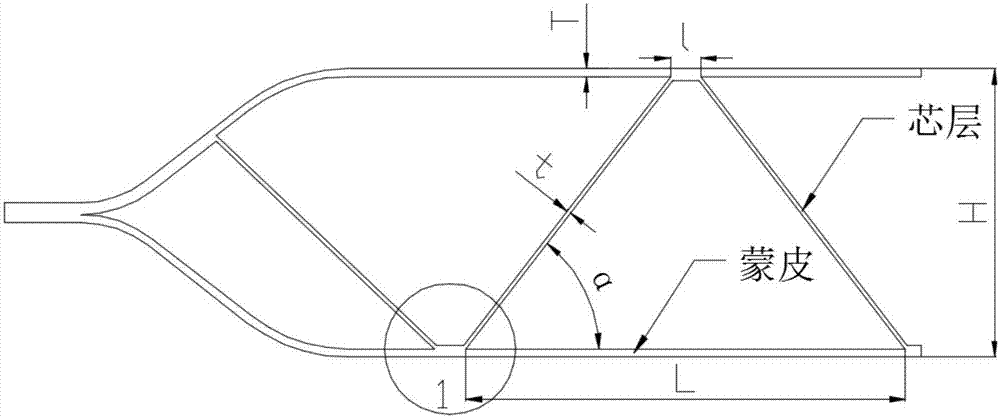
[0095] A kind of Ti 2 AlNb alloy laser welding / superplastic forming three-layer structure surface groove control method, such as figure 1 As shown, the three-layer structure is a sandwich structure consisting of a core layer and skins on both sides of the core layer. Solder connection;
[0096] The steps of the method include:
[0097] (1) For Ti 2 AlNb alloy is used for material selection, the thickness of the selected skin is T=2mm, and the thickness of the core layer is t=1mm;
[0098] (2) Laser welding the core layer and the skin;
[0099] Such as Figure 4 As shown, when welding, use 3 parallel laser welds at the same welding position, and the shortest distance between adjacent welding positions on the same side is L=50mm, H=40mm, l=6mm;
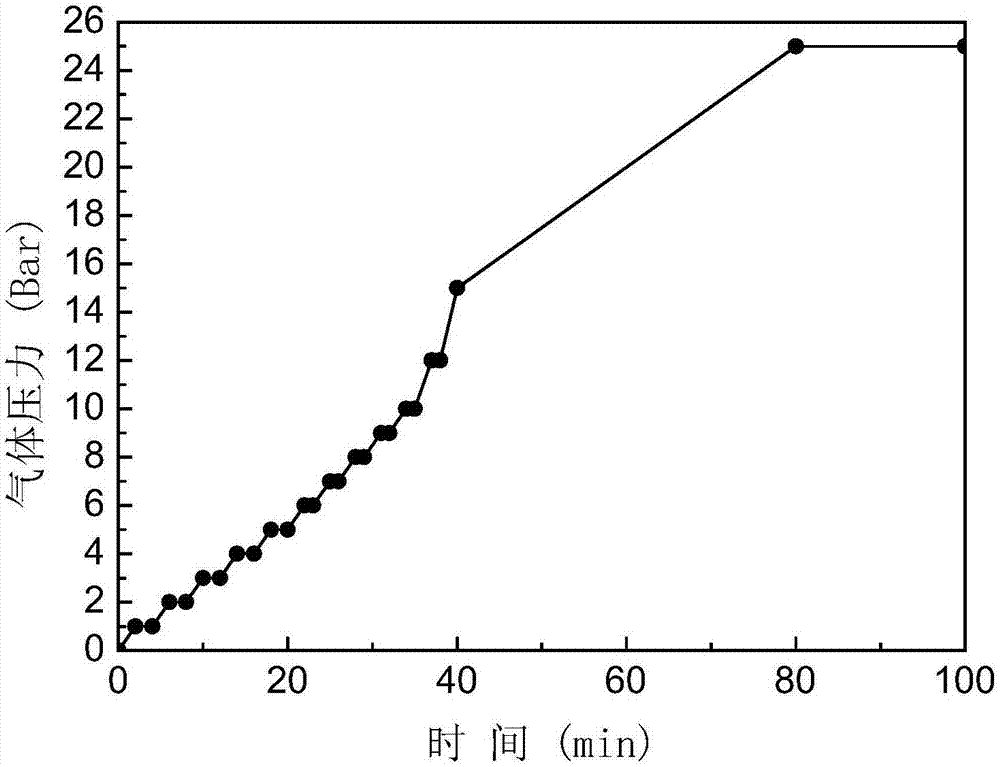
[0100] (3) superplastic molding is carried out to the core layer and skin after step (2) laser welding;
[0101] The superplastic forming temperature is 960°C, the superplastic forming pressure is P=25Bar, and the superplastic fo...
Embodiment 2
[0104] A kind of Ti 2 AlNb alloy laser welding / superplastic forming three-layer structure surface groove control method, such as figure 1 As shown, the three-layer structure is a sandwich structure consisting of a core layer and skins on both sides of the core layer. Solder connection;
[0105] The steps of the method include:
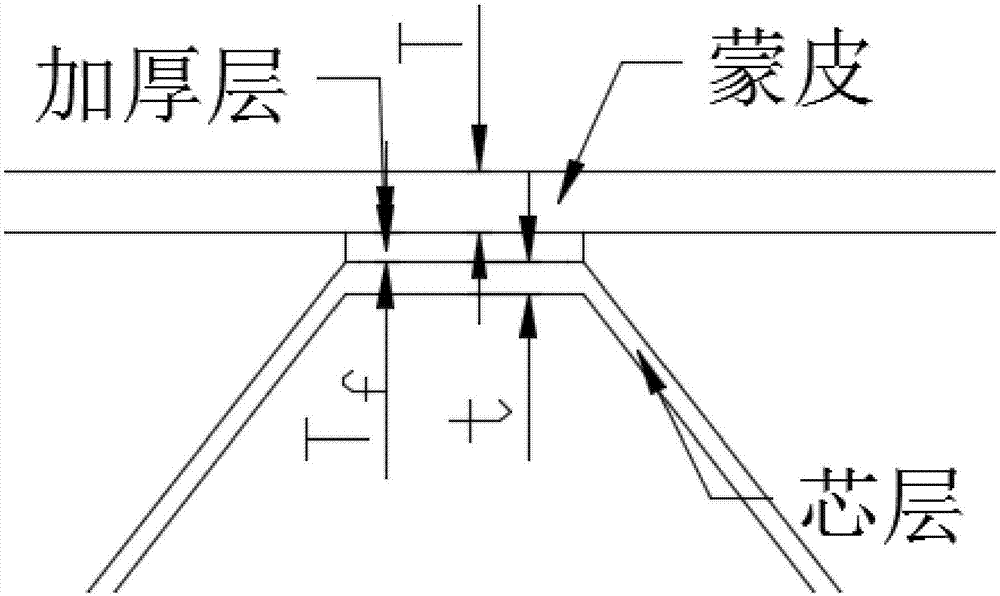
[0106] (1) For Ti 2 AlNb alloy is selected, the thickness of the selected skin is T=1mm, the thickness of the core layer is t=1mm; add auxiliary materials on the skin, the thickness of the auxiliary materials is T f = 1 mm;
[0107] (2) Laser welding the auxiliary material and the skin, as well as the auxiliary material and the core layer;
[0108] Such as Figure 4 As shown, when welding, use 3 parallel laser welds at the same welding position, and the shortest distance between adjacent welding positions on the same side is L=50mm, H=40mm, l=6mm;
[0109] (3) Carry out superplastic molding to the core layer, skin and accessories after step (2) ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com