A kind of heating method of IF steel in ferrite rolling
A heating method, ferrite technology, applied in the direction of temperature control, etc., can solve the problem of low quality of rolled products, and achieve the effect of high strip surface quality, good temperature uniformity, and low tapping temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
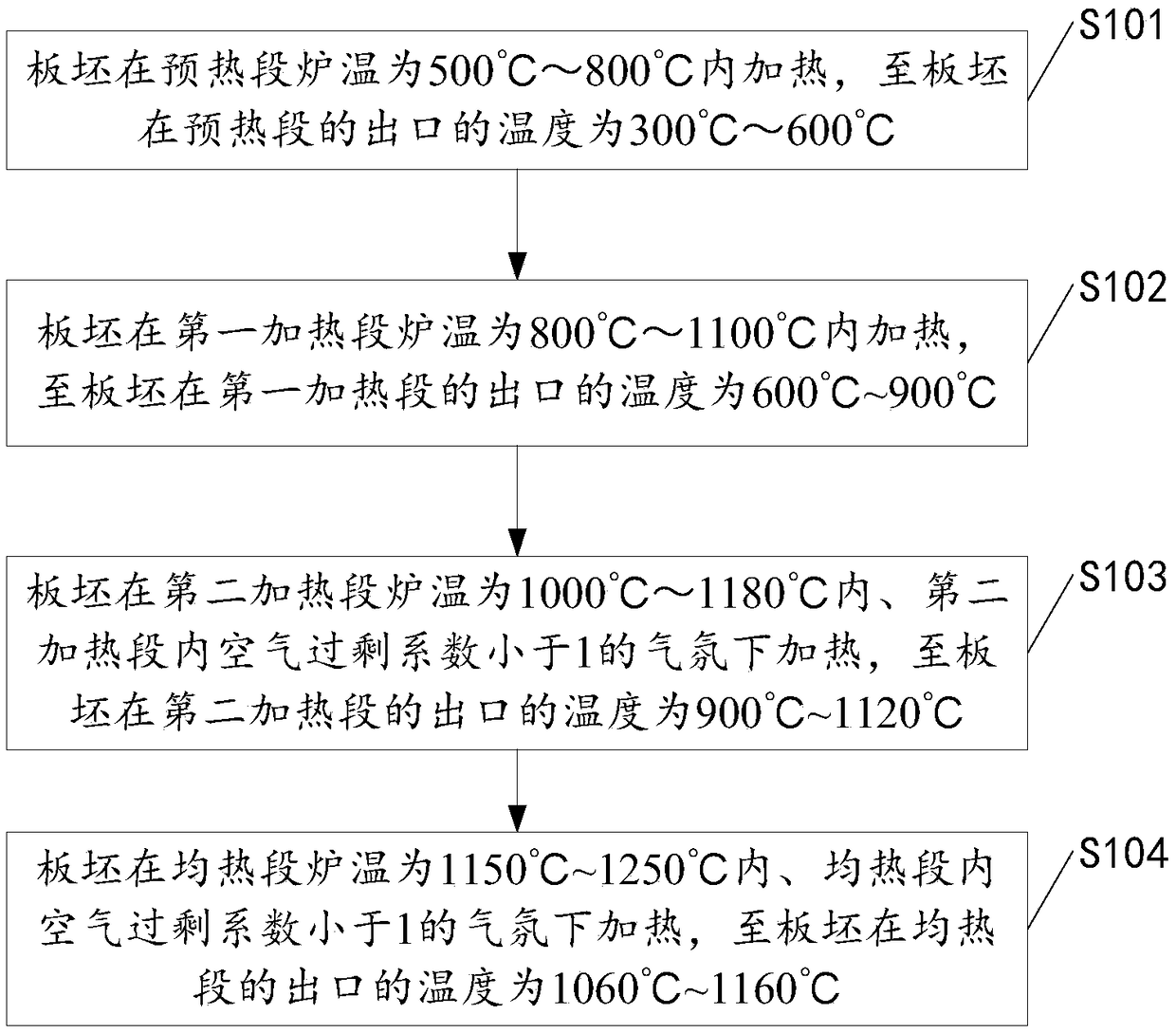
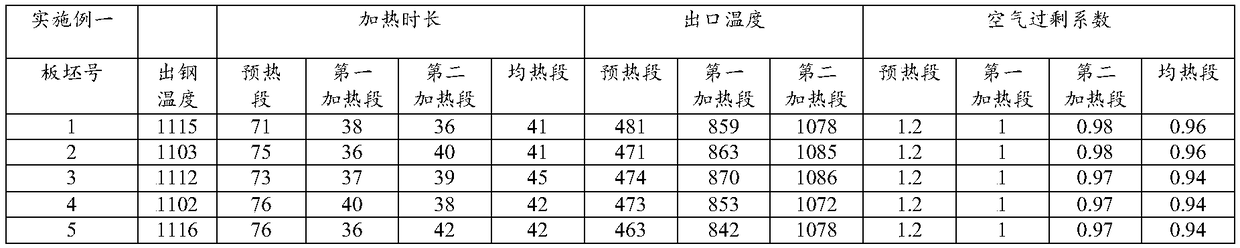
[0050] Embodiment 1, the batch slab of embodiment 1 heats the slab through the heating method of IF steel that the embodiment of the present invention provides in ferrite rolling, and the parameter of each slab that actually obtains is as shown in table 1, table 1 The middle parameters are automatically recorded by the control equipment when heating the batch of slabs in Example 1. As can be seen from Table 1: the slabs are heated in the preheating section for 71 minutes to 76 minutes after entering the furnace, and the air excess coefficient is 1.2. The temperature at the outlet of the slab in the preheating section is 463°C-481°C, which does not exceed the range of 300°C-600°C. The slab is heated in the first heating section for 36 minutes to 40 minutes. The air excess coefficient is 1. The slab is heated in the first heating section. The temperature at the outlet of the section is 842°C to 870°C, which does not exceed the range of 600°C to 900°C; the slab is heated in the se...
Embodiment 2
[0053] Embodiment 2: embodiment 2 batches of slabs heat the slabs through the heating method of IF steel provided by the embodiment of the present invention in ferrite rolling, and the actual parameters of each slab are as shown in table 2, the parameters of table 2 It is recorded automatically by the control equipment when heating the batch of slabs in Example 2. It can be seen from Table 2 that after the slabs are put into the furnace and heated in the preheating section for 70 to 78 minutes, the excess air coefficient is 1.2, and the slabs are at The outlet temperature of the preheating section is 505°C-580°C, not exceeding the range of 300°C-600°C; the slab is heated in the first heating section for 41 minutes to 47 minutes, the air excess coefficient is 1.02, and the outlet temperature of the slab in the first heating section is 935 ℃~957℃, not exceeding the range of 600℃~900℃; the slab is heated by the second heating section for 42 minutes to 48 minutes, the air excess co...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com