A kind of hot-rolled steel strip for Q235 anti-seismic structure and its preparation method
A technology for seismic structures and steel strips, which is applied in the field of hot-rolled steel strips for Q235 seismic structures and their preparation, can solve the problems of high alloy cost, poor equipment and process adaptability, low yield-to-strength ratio, etc. Effect of narrow strength fluctuation range, low yield ratio
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
preparation example Construction
[0032] The production process of the above-mentioned hot-rolled steel strip for Q235-grade anti-seismic structure is as follows: desulfurization of molten iron → converter smelting combined blowing → deoxidation and alloying → small platform behind the furnace to feed Al wire → LF refining heating → continuous casting →Slab heating→High pressure water descaling→Rough rolling→Hot coil box coiling→Finish rolling→Laminar cooling→Coiling→Packing and storage, including the following steps:
[0033] a. Slab heating: heat the slab at 1160-1200°C for 160-320 minutes; not only ensure that the slab is fully heated, chemical elements are fully dissolved, but also prevent abnormal growth of austenite grains;
[0034] b. Rough rolling: the slab heated in step a is rolled for 5 or 7 passes, and the deformation of each pass is ≥ 20%. The rolling line is full-length and fully descaled during rolling; the thickness of the finished product is different, The thickness of the intermediate billet ...
Embodiment 1
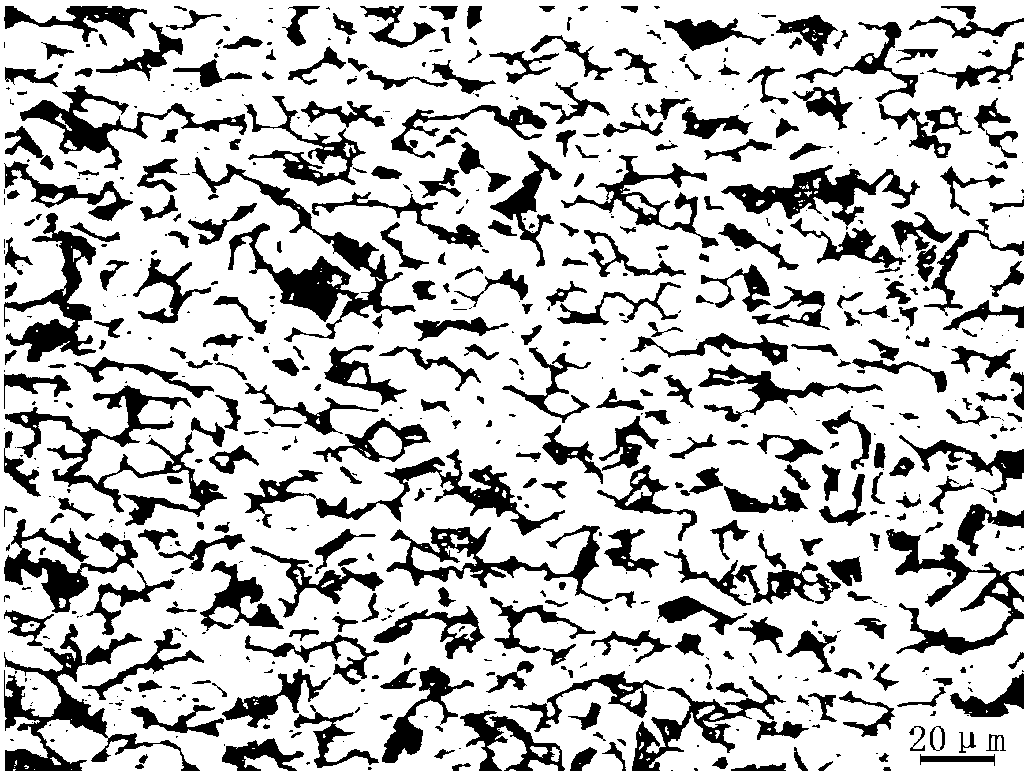
[0045] 11.75mm thick Q235KZ anti-seismic structural steel adopts the C-Mn steel composition route, and the steel billet is obtained through molten iron pretreatment, converter smelting, LF heating furnace refining, and continuous casting. The specific chemical composition weight percentage is: C 0.15%; Si 0.12% ; Mn0.15%; P 0.02%; S 0.01%; billet reheating temperature is 1185 ℃, reheating time is 288min; %, 30%, 30%, the thickness of the intermediate billet is 31mm; the finishing rolling is 6-stand hot continuous rolling, and the reduction rates of each pass are 33%, 30%, 0, 21%, 0, 10%, and the final rolling The temperature is 867°C. After the finish rolling, it is cooled to 600°C at a cooling rate of 19°C / s by means of sparse cooling.
[0046] After testing, the mechanical properties of the Q235KZ anti-seismic steel produced in this example are: Rel: 273MPa, Rm: 421MPa, A: 32.5%, Rel / Rm: 0.65, Charpy impact energy at 0°C: 133J, yield platform length: 2.6% , the metallograph...
Embodiment 2
[0048] 7.5mm thick Q235KZ anti-seismic structural steel adopts the C-Mn steel composition route, and the billet is obtained through molten iron pretreatment, converter smelting, LF heating furnace refining, and continuous casting. The specific chemical composition weight percentage is: C 0.15%; Si 0.13% ; Mn0.19%; P 0.014%; S 0.012%; billet reheating temperature is 1190 ℃, reheating time is 308min; %, 30%, 30%, the thickness of the intermediate billet is 33mm; the finishing rolling is 6-stand hot continuous rolling, and the reduction rates of each pass are 34%, 30%, 0, 22%, 0, 10%, and the final rolling The temperature is 865°C. After the finish rolling, it is cooled to 605°C at a cooling rate of 17°C / s by means of sparse cooling.
[0049] After testing, the mechanical properties of the Q235KZ anti-seismic steel produced in this example are: Rel: 313MPa, Rm: 461MPa, A: 35.0%, Rel / Rm: 0.68, Charpy impact energy at 0°C: 142J, yield platform length: 2.4% , the metallographic str...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com