Method for locating ultrahigh circular sand core
A positioning method and annular technology, applied in the direction of cores, casting equipment, casting molds, etc., can solve the problems of increased core gap, inaccurate positioning of sand cores, and difficulty in lowering cores, and achieves accurate relative size and guarantee. Dimensional accuracy, the effect of improving the efficiency of the core
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
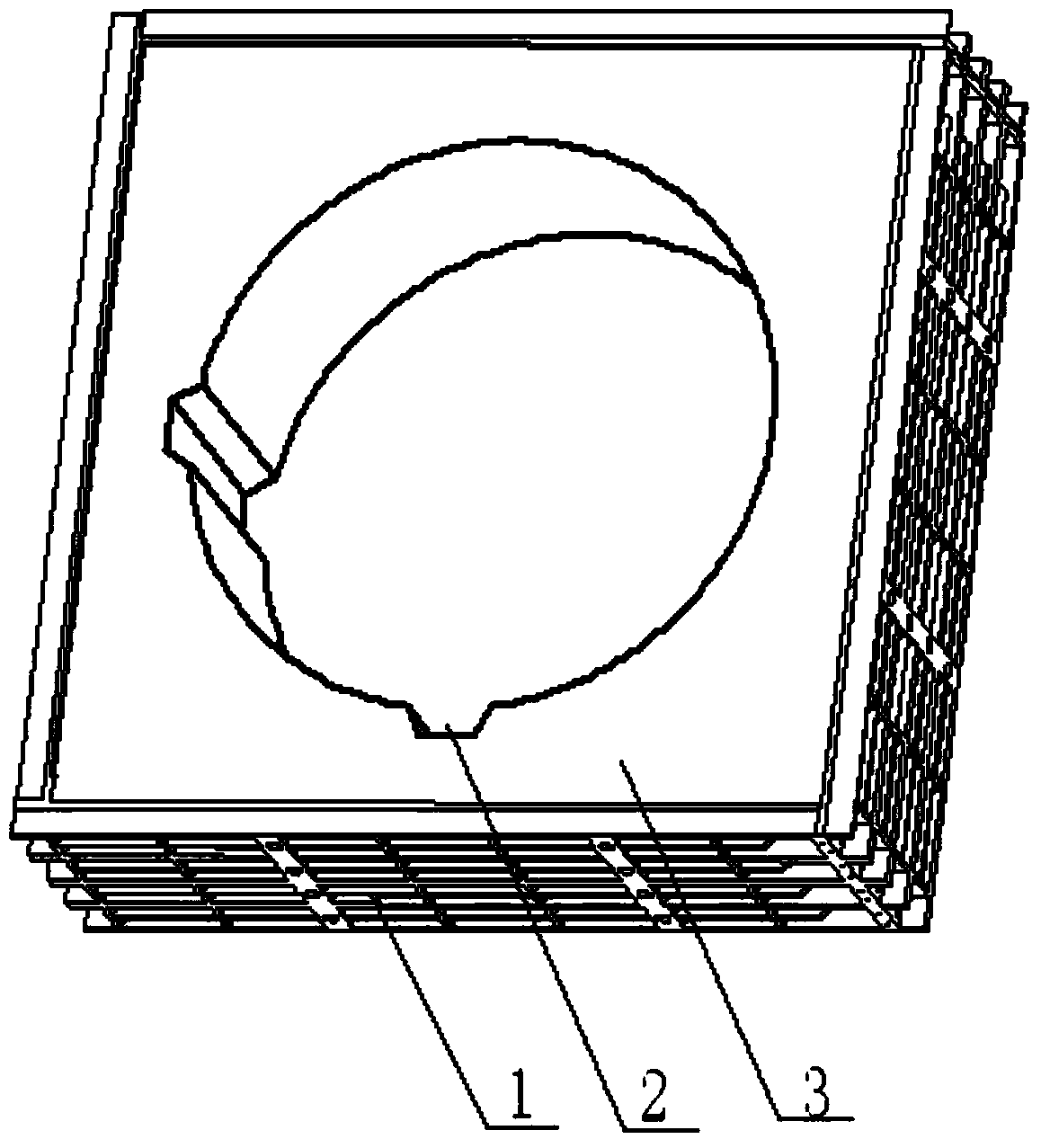
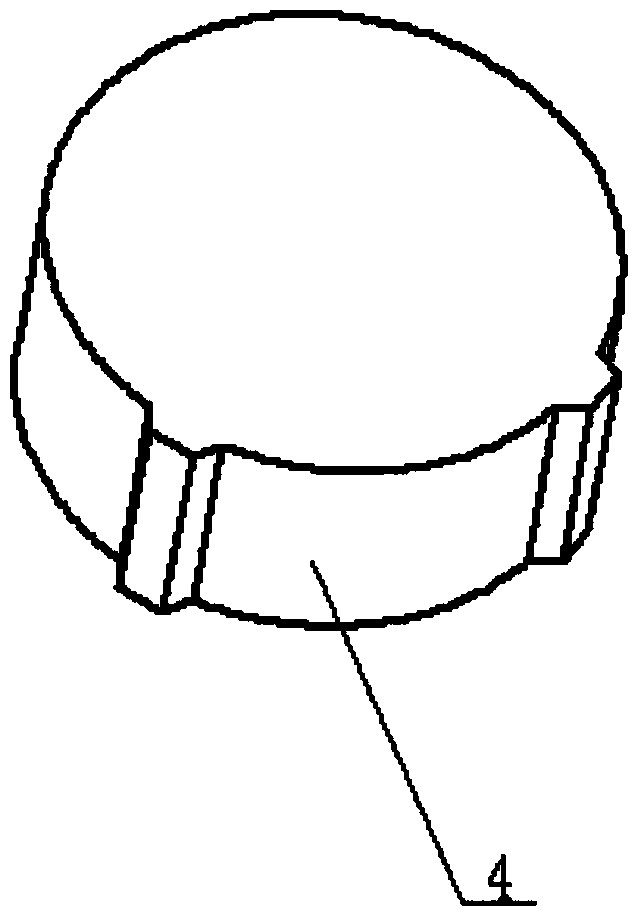
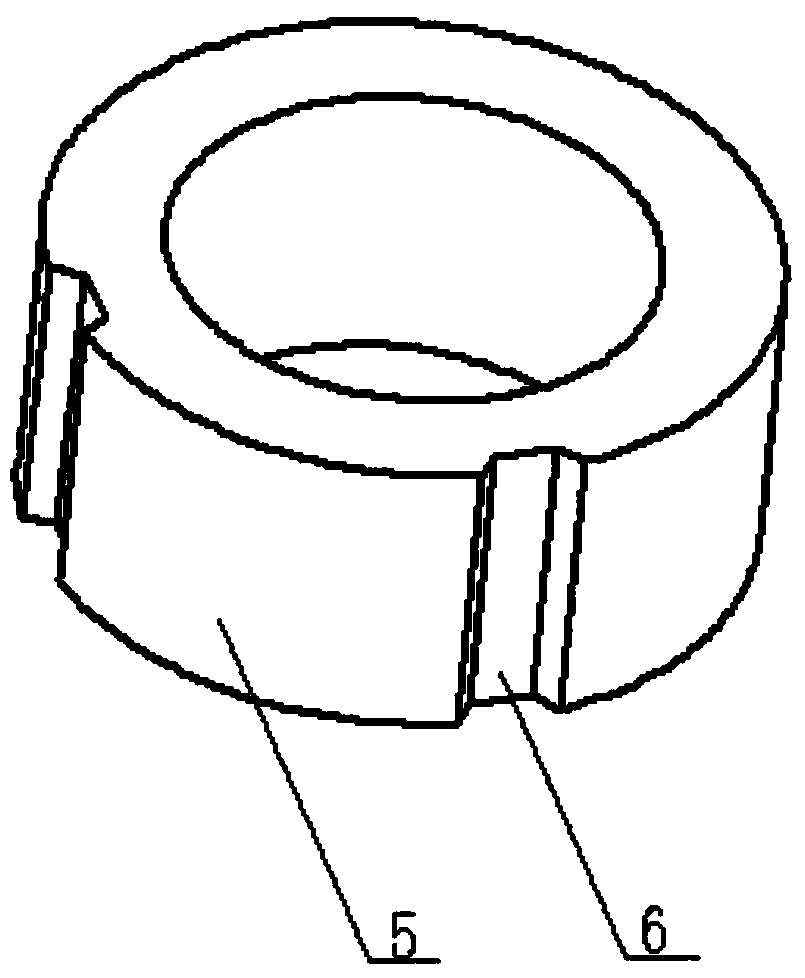
[0025] Such as figure 1 , 2 , 3, and 4 show:
[0026] A super-high annular sand core positioning method, the method includes the following steps:
[0027] a. Prepare two guide rods 7 having the same shape as the cavity positioning groove;
[0028] b. Place the pattern 4 with the same shape as the mold cavity in the sand box 1, adjust the position, and flow molding sand into the sand box 1;
[0029] c. After the molding sand is hardened, the shape is raised to form the cavity 3 and cavity positioning groove 2;
[0030] d, preparing a sand core 5 with a positioning groove 6;
[0031] e. In the cavity 3, place the guide rod 7 along the positioning groove 2 of the cavity;
[0032] f. Make the positioning groove 6 of the sand core correspond to the guide rod 7, and start to set the core along the guide rod 7. There is no need to adjust the sand core to match the cavity, and the sand core size is accurate;
[0033] g. After the core setting is completed, the guide rod 7 is li...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com