Resistance spot welding nugget nucleation dynamic quality nondestructive testing method
A resistance spot welding and non-destructive testing technology, applied in measuring devices, material analysis using acoustic wave emission technology, instruments, etc., can solve the problems that the nugget nucleation process cannot be directly observed and the quality of resistance spot welding is difficult to judge. , to achieve the effect of low design and manufacturing cost, high reliability and easy realization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
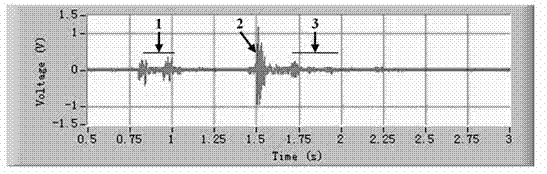
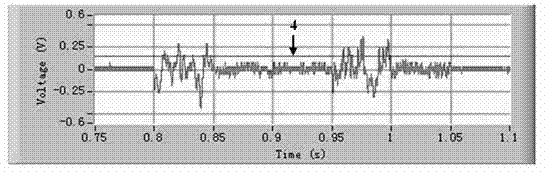
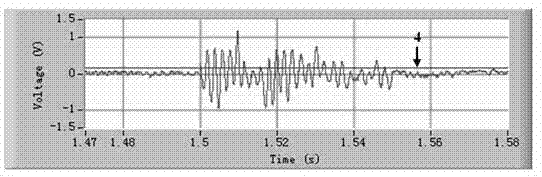
[0041] Embodiment 1: The workpiece to be welded is the overlapping joint of two 2024 aluminum alloy sheet structures with a thickness of 1 mm. The main welding process parameters used are: welding current is 22000A, welding current duration is 6 cycles, electrode pressure is 0.14MPa. Welding is performed, and the structural load acoustic emission signal of the resistance spot welding process is collected in real time, and the dynamic curve of the structural load acoustic emission signal is drawn by the analysis software, as shown in figure 1 shown. The different stages of the welding process can be identified from the waveform diagram, and the structure-loaded AE signals of the three stages of electrode loading stage 1, nugget nucleation stage 2, and crack generation stage 3 are extracted, as shown in figure 2 , image 3 and Figure 4 shown. The ringing numbers R of electrode loading stage 1 and nuclei nucleation stage 2 in the signal are counted separately F , R N and ...
Embodiment 2
[0050] Embodiment 2: The workpiece to be welded is the overlapping joint of two 2024 aluminum alloy sheet structures with a thickness of 1 mm. The main welding process parameters used are: welding current is 24000A, welding current duration is 8 cycles, and electrode pressure is 0.14MPa. Welding is performed, and the structural load acoustic emission signal of the resistance spot welding process is collected in real time, and the dynamic curve of the structural load acoustic emission signal is drawn by the analysis software, as shown in Figure 6 shown. The different stages of the welding process can be identified from the waveform diagram, and the structure-loaded AE signals of the three stages of electrode loading stage 1, nugget nucleation stage 2, and crack generation stage 3 are extracted, as shown in Figure 7 , Figure 8 and Figure 9 shown. The ringing numbers R of electrode loading stage 1 and nuclei nucleation stage 2 in the signal are counted separately F , R ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com