Method for continuously and rapidly adjusting width increase of mold in online manner
A technology for rapid adjustment and mold adjustment, applied in the field of online width adjustment of continuous casting molds, can solve problems such as affecting the production rhythm of steel mills, reducing the output of casting blanks, increasing production costs, etc., to improve production quality, reduce production costs, The effect of increasing the width adjustment time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
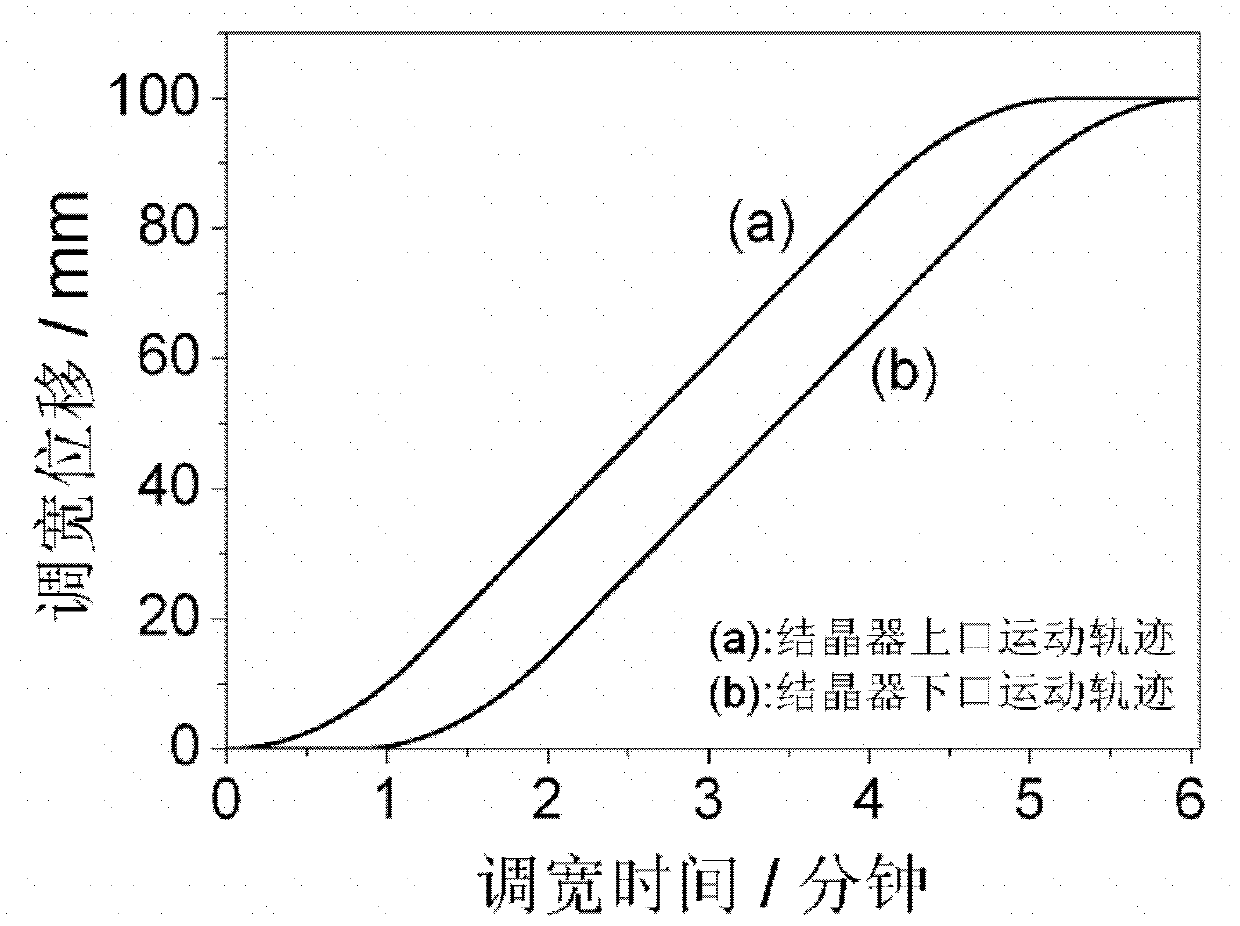
[0049] The single-sided taper of the crystallizer is 4.5mm, the increase in taper during the width adjustment is 20mm, and the width adjustment acceleration is set to 20mm / min 2 , The drawing speed is 1.0m / min, the height of the mold is 900mm, the height of the meniscus is 800mm, the time for the molten steel from the meniscus to the mold outlet is 0.8min, both sides are widened, the width is increased by 200mm, and the corresponding The relationship between the speed and time of the width adjustment process and the length of the wedge section.
[0050] It can be seen from the above analysis that if the mold is widened on both sides, the one-side widening width is 100mm, that is, L=100mm. Correspondingly, ΔT=20mm, a=20mm / min 2 , T 0 =0.8min, V c =1.0m / min=1000mm / min. Therefore, the control parameters are:
[0051] 1. Cone adjustment time t 1 :
[0052] t 1 = ΔT at 0 + t 0 = 2.05 min - - - ( 1 )
[0053] 2. Width adjustment speed V m ...
Embodiment 2
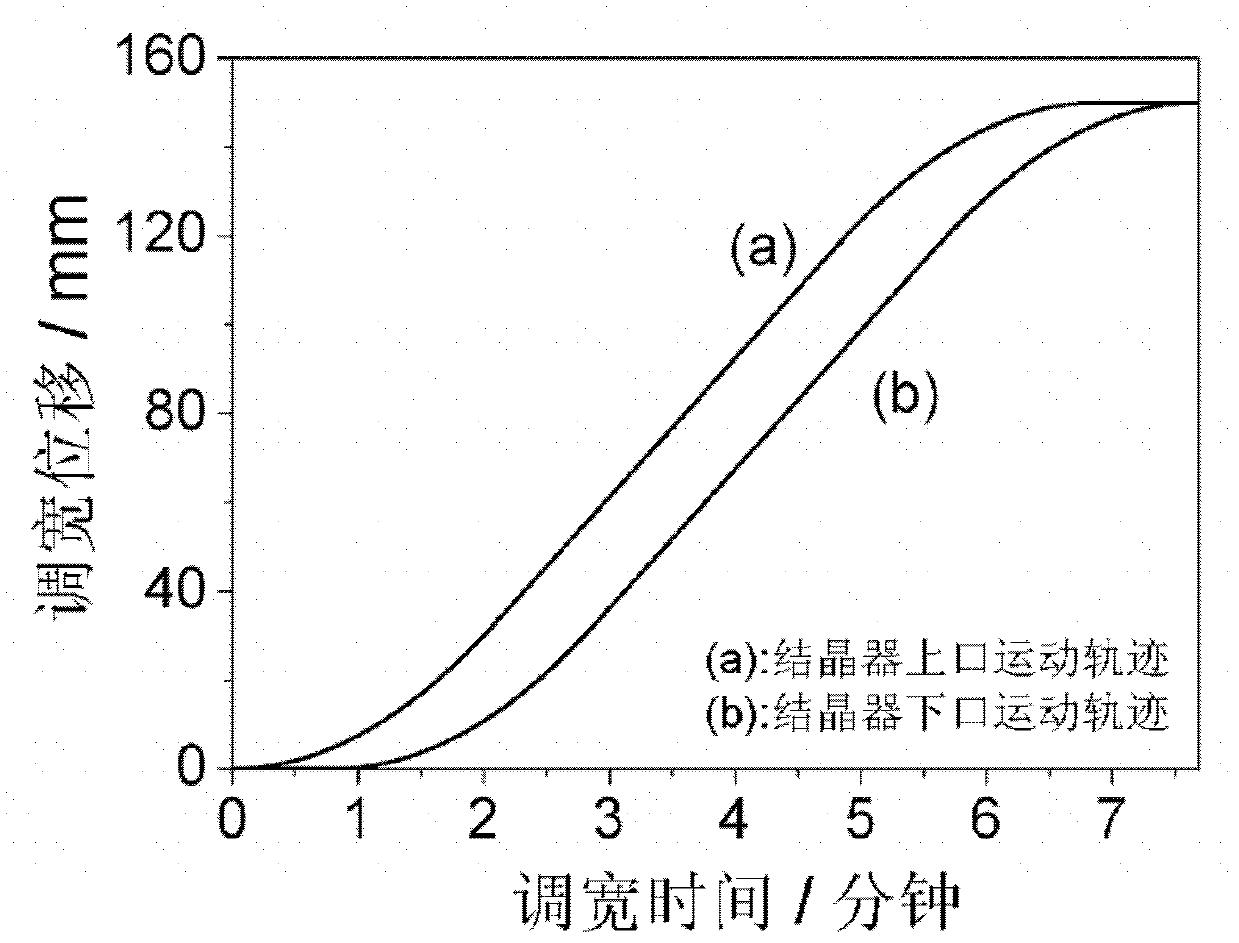
[0063] The single-sided taper of the crystallizer is 6mm, the increase in taper during the width adjustment is 25mm, and the width adjustment acceleration is set to 15mm / min 2 , The drawing speed is 1.0m / min, the height of the mold is 900mm, the height of the meniscus is 800mm, the time for the molten steel from the meniscus to the mold outlet is 0.8min, the two sides are widened, and the width is increased by 300mm to obtain the corresponding The relationship between the speed and time of the width adjustment process and the length of the wedge section.
[0064] From the above analysis, it can be seen that if the mold is widened on both sides, the one-side widening width is 150mm, that is, L=150mm. Correspondingly, ΔT=25mm, a=15mm / min 2 , T 0 =0.8min, V c =1.0m / min=1000mm / min. Therefore, the control parameters are:
[0065] 1. Cone adjustment time t 1 :
[0066] t 1 = ΔT at 0 + t 0 = 2.883 min - - - ( 1 )
[0067] 2. Width adjustmen...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com