Gating design method for die-casting formation of large thin-wall element with narrow flange
A large thin-walled parts, die-casting molding technology, applied in the field of bidirectional tangential cycloidal gate design, can solve the problems of easy generation of flow marks, melt pressure and speed attenuation, great difficulty in design and manufacture, etc., to achieve guaranteed Dimensional and shape accuracy, reduced flow power loss, effects of reduced die casting defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
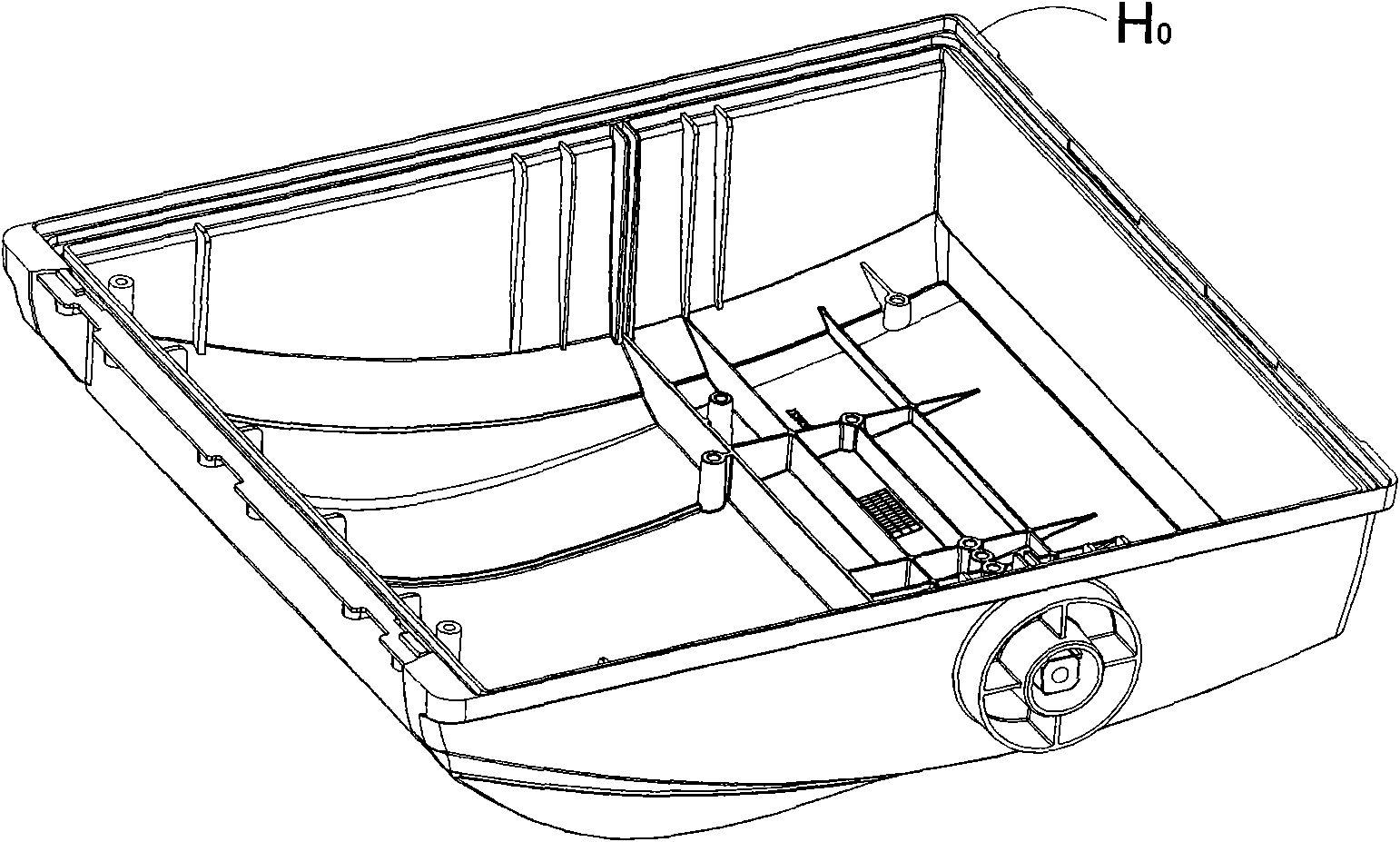
[0051] Such as Figure 2a and 2b As shown, this embodiment takes a lampshade aluminum alloy die-casting part of a certain specification as an example. The outer dimension of the die-casting part is 405mm×385mm×164mm, the average wall thickness is 2.0mm, and the thinnest part is 1.5mm. Flange width H 0 =5mm, the density of the melt ρ=2.4g / cm 3 , the mass of molten metal passing through the inrunner m=1580g, the injection speed v=2500-3000cm / s, and the filling time t=0.014-0.020s.
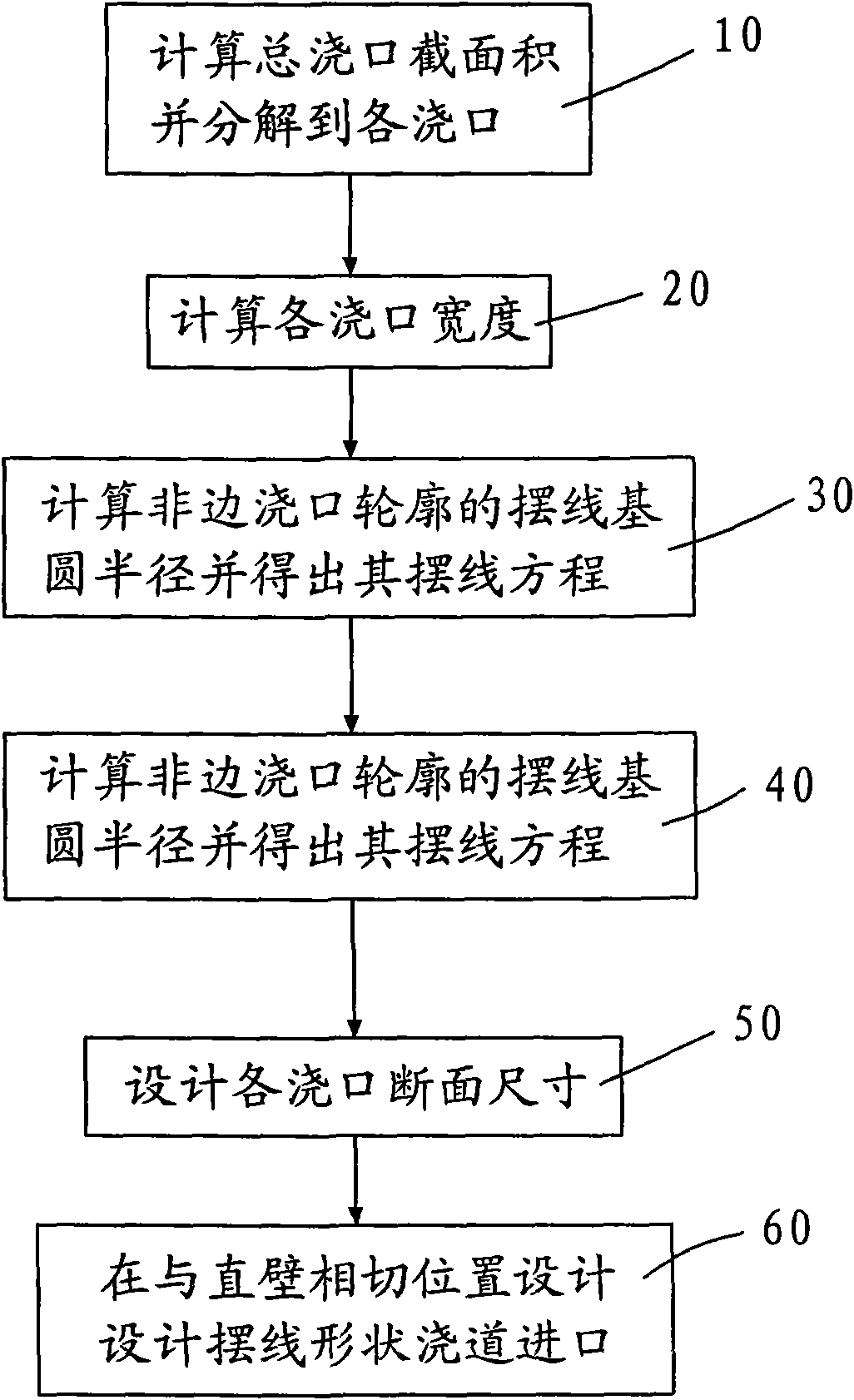
[0052] Step 10. Calculate the cross-sectional area A of the ingate:
[0053] A=m / ρvt=1580 / (2.4×2500×0.020)=13.16cm 2
[0054] Such as image 3 As shown, set 8 gates, and set each gate A i The area is A 1 , A 2 ,...,A 8, decompose the total gate cross-sectional area A into each gate. The decomposition method is to increase sequentially from both ends to the middle according to the total gate number, and the increase in adjacent linear dimensions does not exceed 15%, and the cross-sectional a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com