A reduction schedule optimization method for extremely thin strip rolling in a cold tandem mill
A technology of cold tandem rolling mill and reduction schedule, which is applied in the direction of rolling force/roll gap control, tension/pressure control, etc., can solve the problem of unqualified product quality, economic loss of the unit, and the ability range of regulation cannot reach the target, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
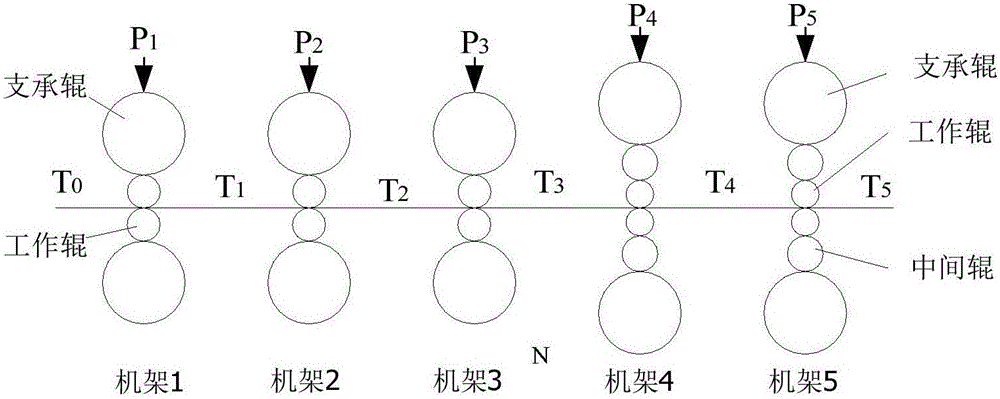
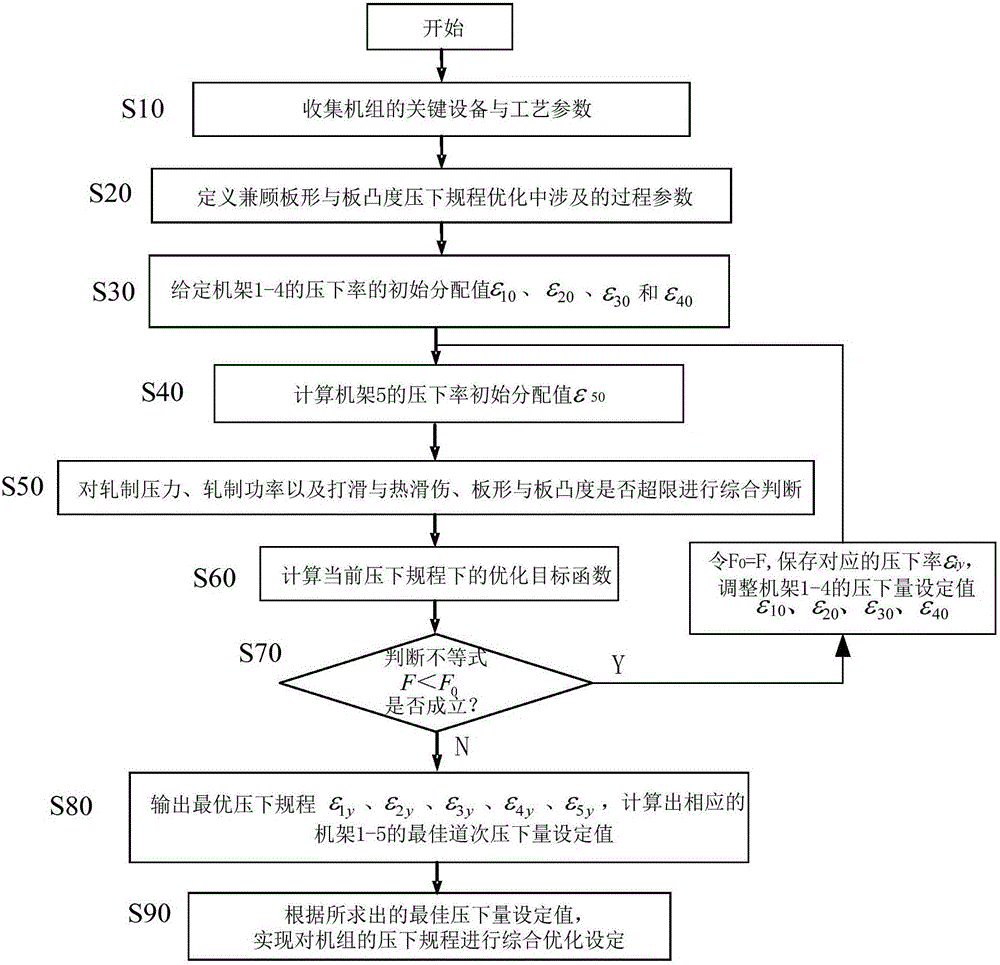
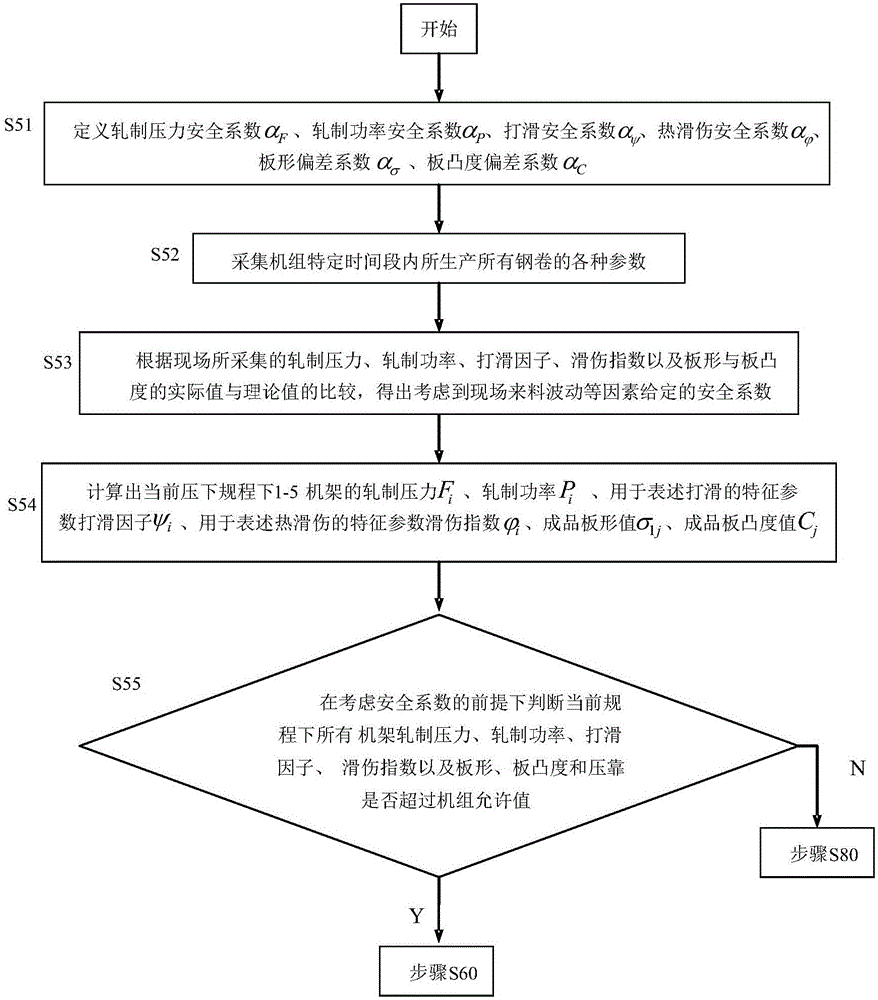
[0057] figure 2 It is an embodiment of the method for optimizing the reduction schedule of the extremely thin strip rolling of the cold tandem mill of the present invention. In order to further illustrate the application process of the related technology of the present invention, this embodiment uses a 1420 five-stand 3+2 type Take CVC tandem cold rolling mill as an example, the setting process of the reduction schedule optimization method in the rolling process of a 3+2 CVC tandem cold mill is introduced in detail. in figure 1 In the control flow chart shown, the reduction procedure optimization method of the present invention includes the following steps:
[0058] In step S10, the key equipment and process parameters of the unit are collected, and the specific processing process is as follows:
[0059] S11: Collect the equipment parameters of the five-stand 3+2 CVC tandem cold rolling mill, including:
[0060] a) Parameters of the first three racks: work roll diameter D' wi =500...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com