Reduction schedule optimization method for rolling ultrathin strip steel by cold continuous rolling set
A technology of cold tandem rolling mill and reduction schedule, applied in the direction of rolling force/roll gap control, tension/pressure control, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
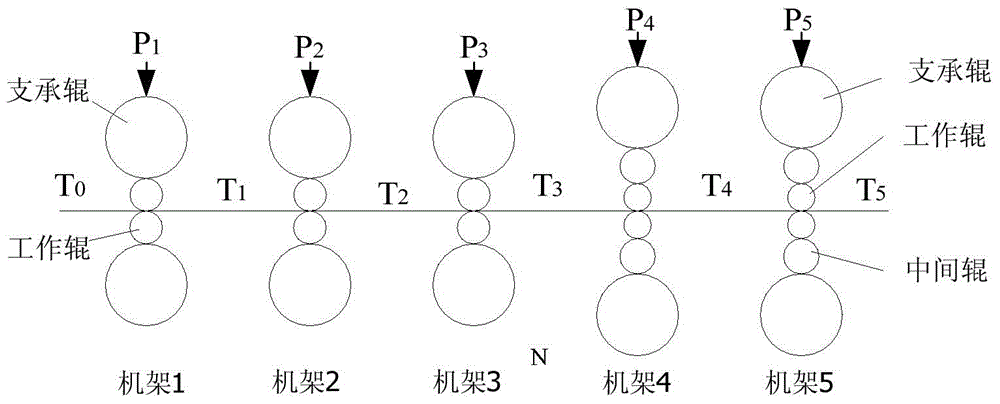
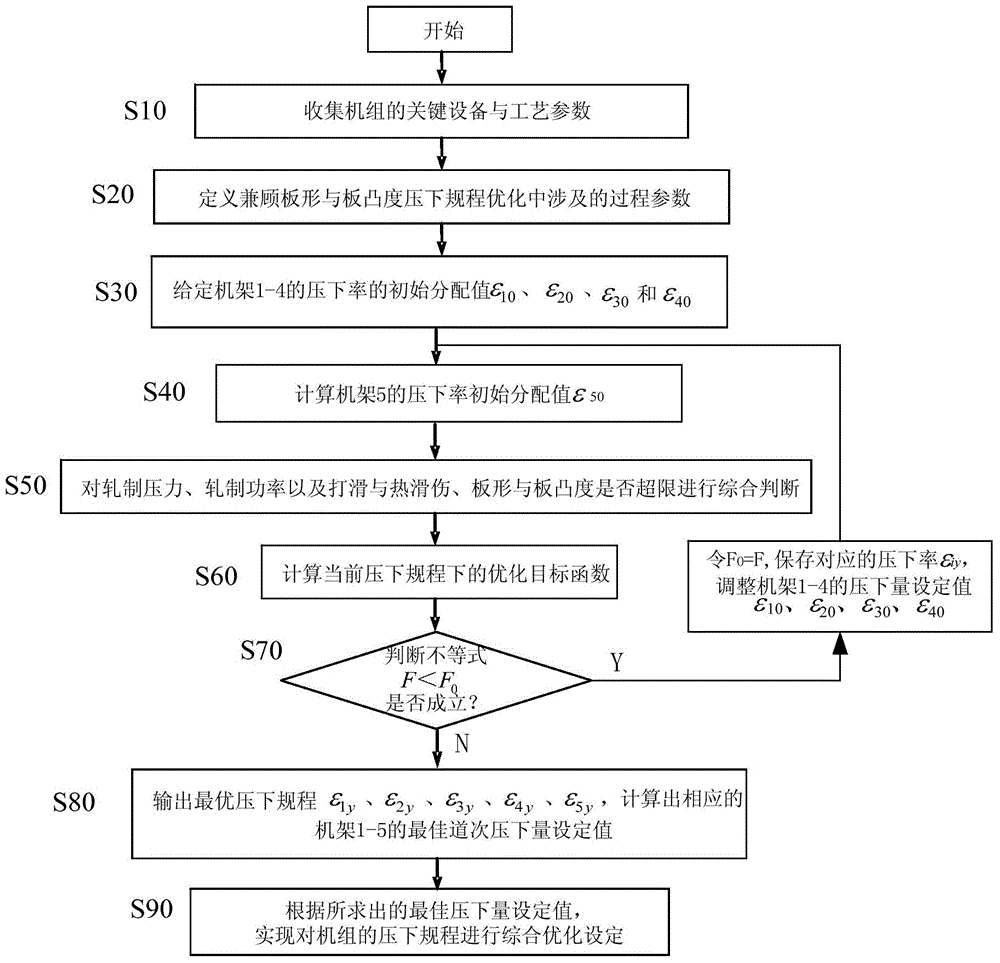
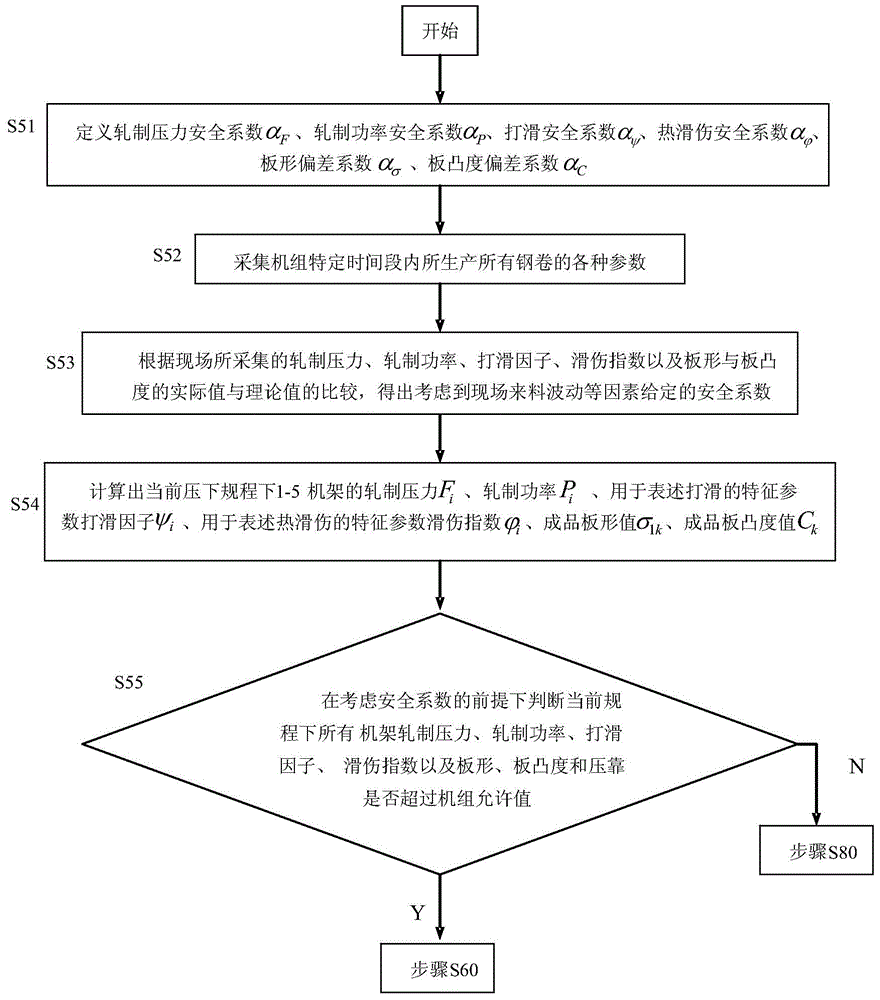
[0058] figure 2 It is an embodiment of the reduction schedule optimization method for the rolling of extremely thin strip steel in the cold tandem rolling mill of the present invention. Taking a CVC tandem cold rolling mill as an example, it introduces in detail the setting process of the reduction schedule optimization method in the ultra-thin strip rolling process of a 3+2 type CVC tandem cold rolling mill. exist figure 1 In the shown control flow diagram, the method for optimizing the pressing procedure of the present invention includes the following steps:
[0059] In step S10, the key equipment and process parameters of the unit are collected, and the specific processing process is as follows:
[0060] S11: Collect the equipment parameters of the five-stand 3+2 type CVC tandem cold rolling mill, including:
[0061] a) Equipment parameters of the first three racks: work roll diameter Support roller diameter D' bi =1250mm, work roll profile distribution value ΔD' wi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com