


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
High-speed hot extrusion die
A technology of hot extrusion dies and dies, applied in the direction of metal extrusion dies, etc., can solve the problems of low production efficiency in high-speed extrusion, and achieve the effects of uniform and stable metal flow, small resistance, and shortened molding time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
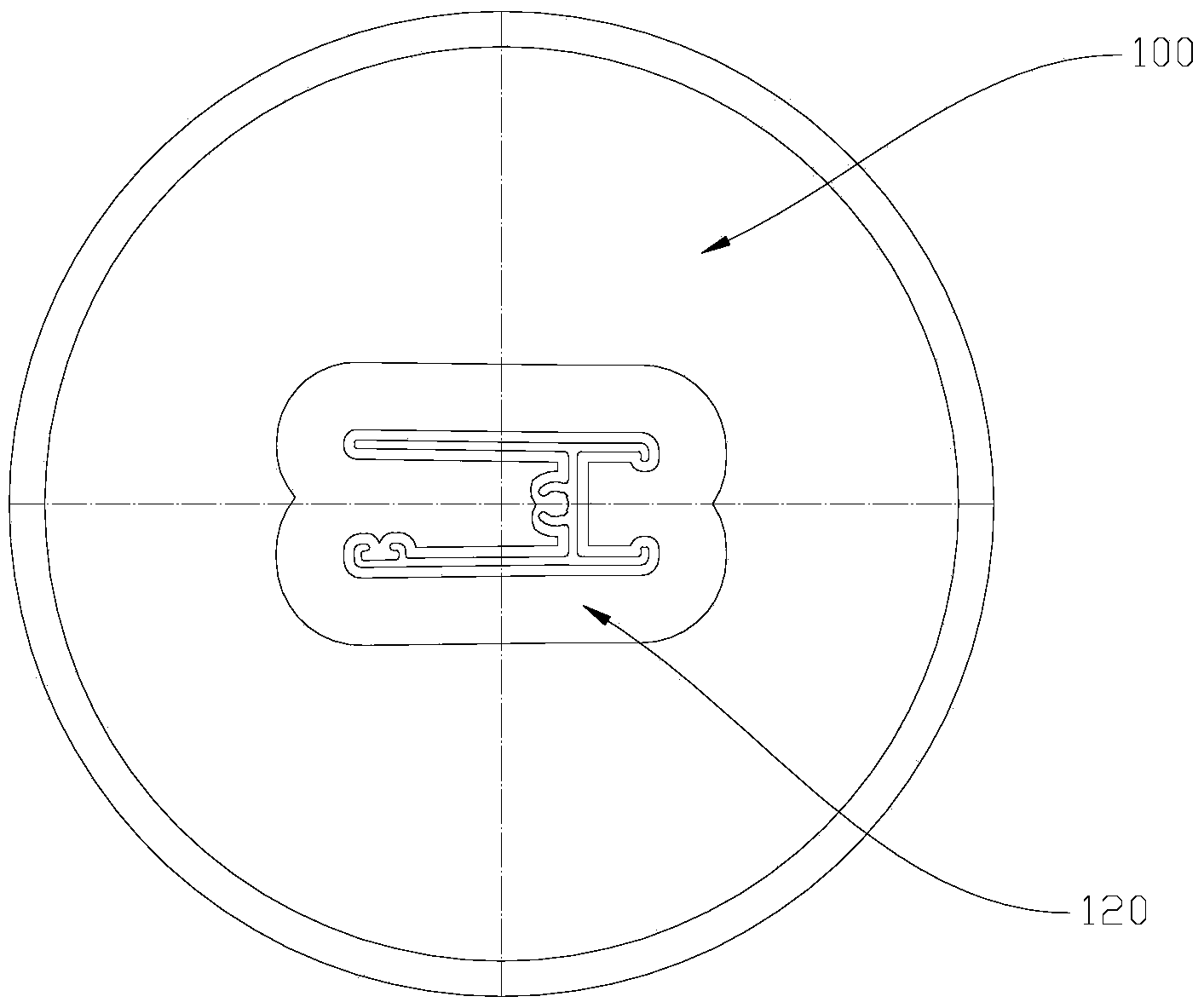
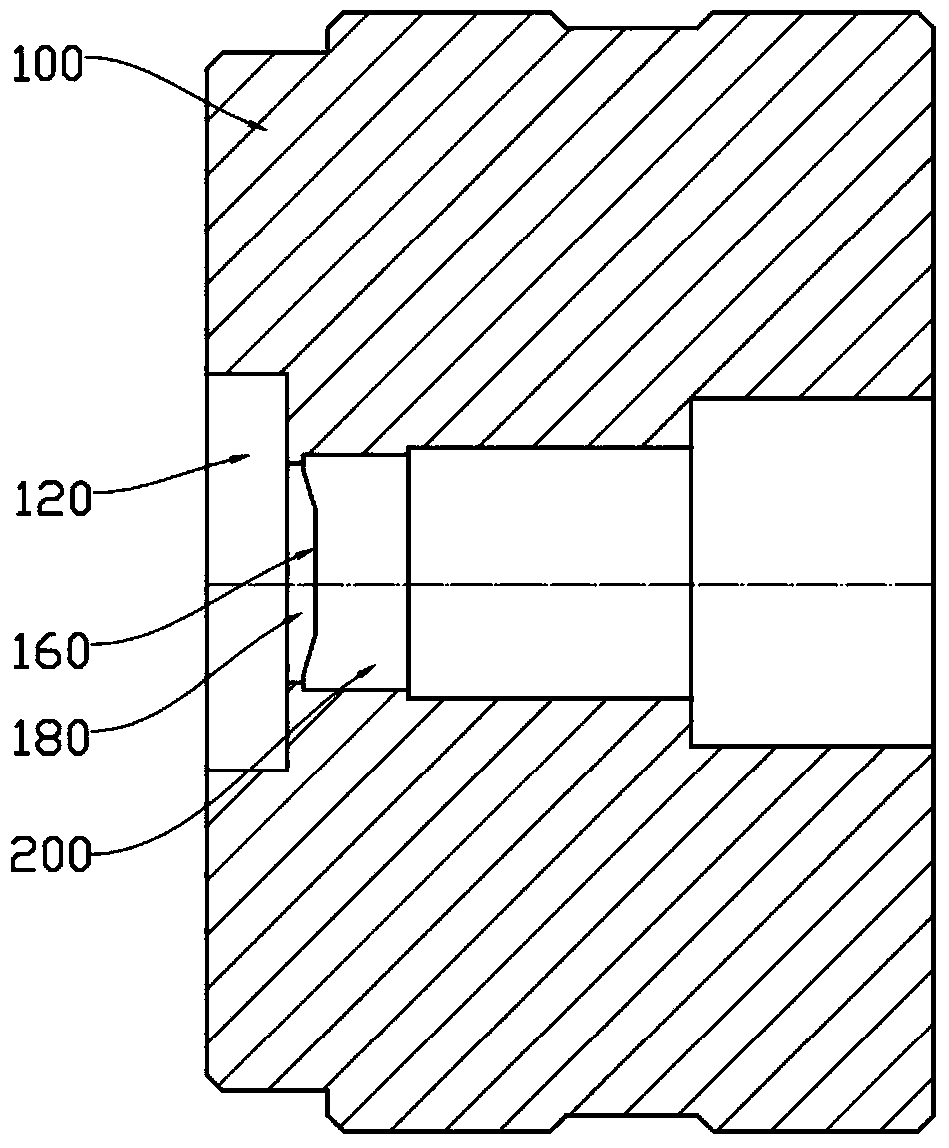
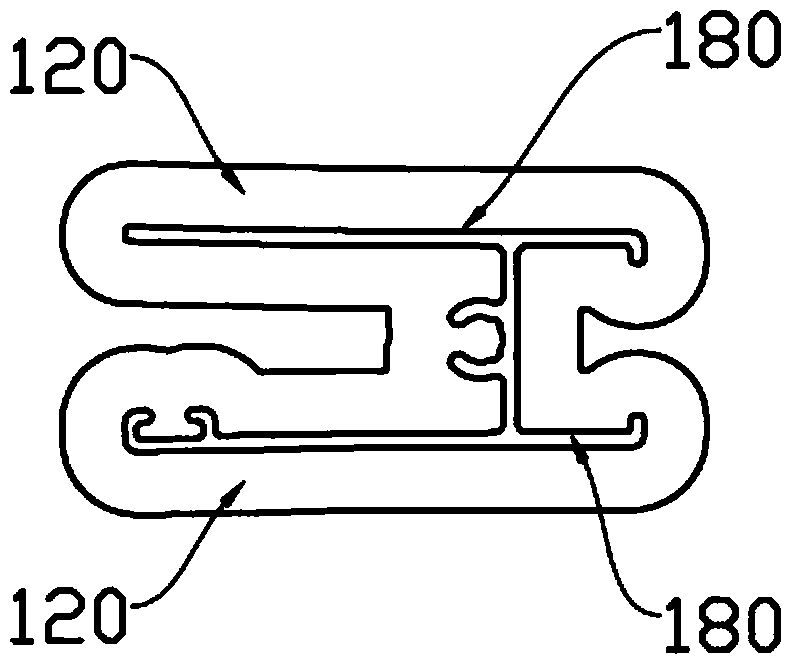
[0051] The structure of the mold A is: the angle of entry of the diversion hole 120 is 36°, the angle of entry of the diversion hole 140 is 40°, the side walls of the diversion hole 120 and the side walls of the diversion hole 140 are flat, the side walls of the diversion hole 120 are in line with the The junction of the front end of the mold body 100 has a smooth transition, the junction of the side wall of the diversion hole 120 and the side wall of the drainage hole 140 has a smooth transition, the junction of the side wall of the drainage hole 140 and the bottom surface has a smooth transition, and the height of the working belt drop is 160 A curved transition is adopted between the top and the bottom, and the working belt drop 160 is set at the inlet end of the type hole 180 .
Embodiment 2
[0053] The difference between the structure of mold B and mold A is that the angle of entry of the diversion hole 120 is 45°, and the angle of entry of the diversion hole 140 is 30°.
Embodiment 3
[0055] The difference between the structure of mold C and mold A is that the side wall of the diversion hole 120 is a smooth curved surface, the side wall of the diversion hole 120 forms a tangent relationship with the mold body 100 and the drainage hole 140, and the side wall of the front end of the drainage hole 140 is in contact with the mold The angle of the axis of the main body 100 is 30°, and the rest of the structures are the same.
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com