


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Ultra-wide plate strip six-roll cold-rolling mill type
A technology of ultra-wide plate and cold rolling mill, applied in the direction of metal rolling mill stands, metal rolling stands, rolls, etc., can solve the problems of inability to roll strips, reduce the contact area, improve the control effect, Effects of Improving Roll Gap Transverse Rigidity and Roll Bending Force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0086] The technical solutions of the present invention will be further described below in conjunction with specific embodiments.
[0087] For a 3000mm rolling mill, the back-up roll body length L is known B =3000mm, diameter D B =1500mm; middle roll body length L m =3400mm, diameter D m =700mm; working roll body length L w =3000mm, diameter D w =600mm; limit value s of rolling mill positive and negative roll shifting m =200mm; the maximum and minimum rollable width of the rolling mill are respectively B max =2800mm, B min =1200mm.
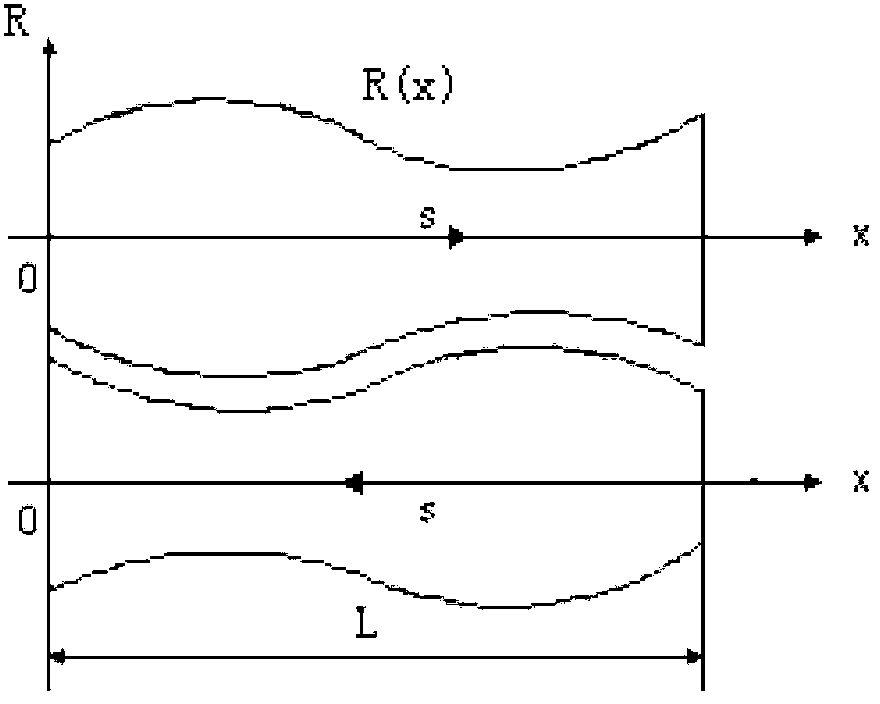
[0088] Within the range of rollable width, the intermediate roll can adopt variable crown roll shape, and the roll shape curve can be designed as:
[0089] y(x)=R 0 +a 1 x+a 2 x 2 +a 3 x 3 +a 4 x 4 +a 5 x 5
[0090] Among them, the roll shape parameter is a 1 =1.03916×10 -3 , a 2 =2.80064×10 -8 mm -1 , a 3 =-5.53883×10 -10 mm -2 , a 4 =2.28624×10 -13 mm -3 , a 5 =-2.54026×10 -17 mm -4 . Specific model configuratio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com