Engine block casting method with integrated high-pressure oil pump and cold iron core support for casting
A technology for engine cylinder blocks and high-pressure oil pumps, which is applied to casting molding equipment, cores, and molds. It can solve problems such as easy shrinkage, no risk of oil leakage from high-pressure oil pumps, and large thermal joints, so as to avoid oxidation and eliminate The effect of shrinkage defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
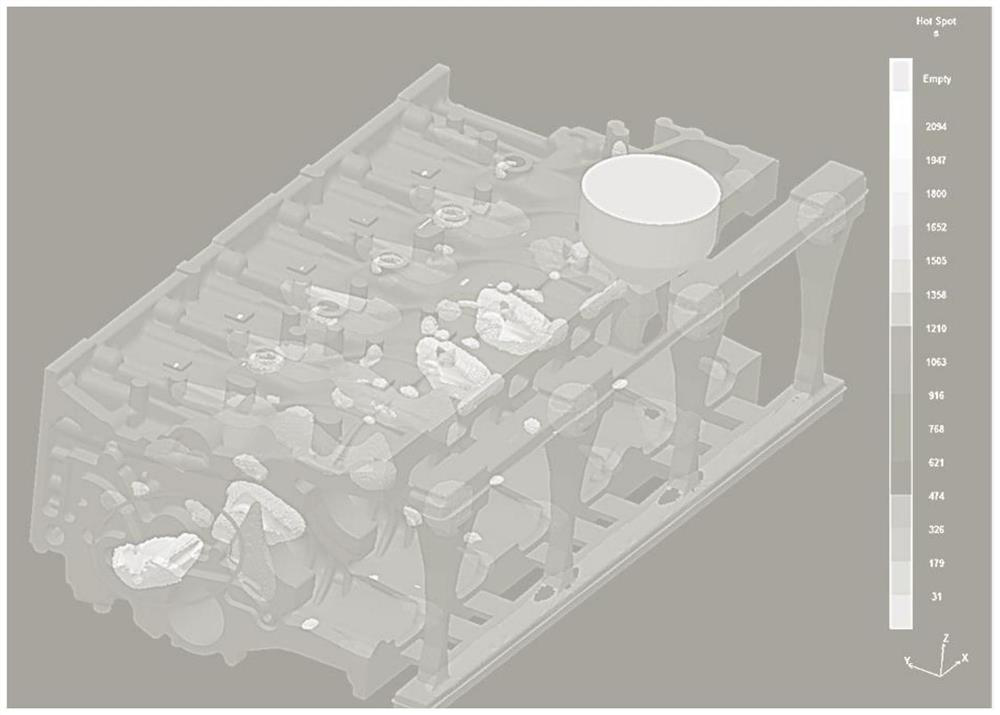
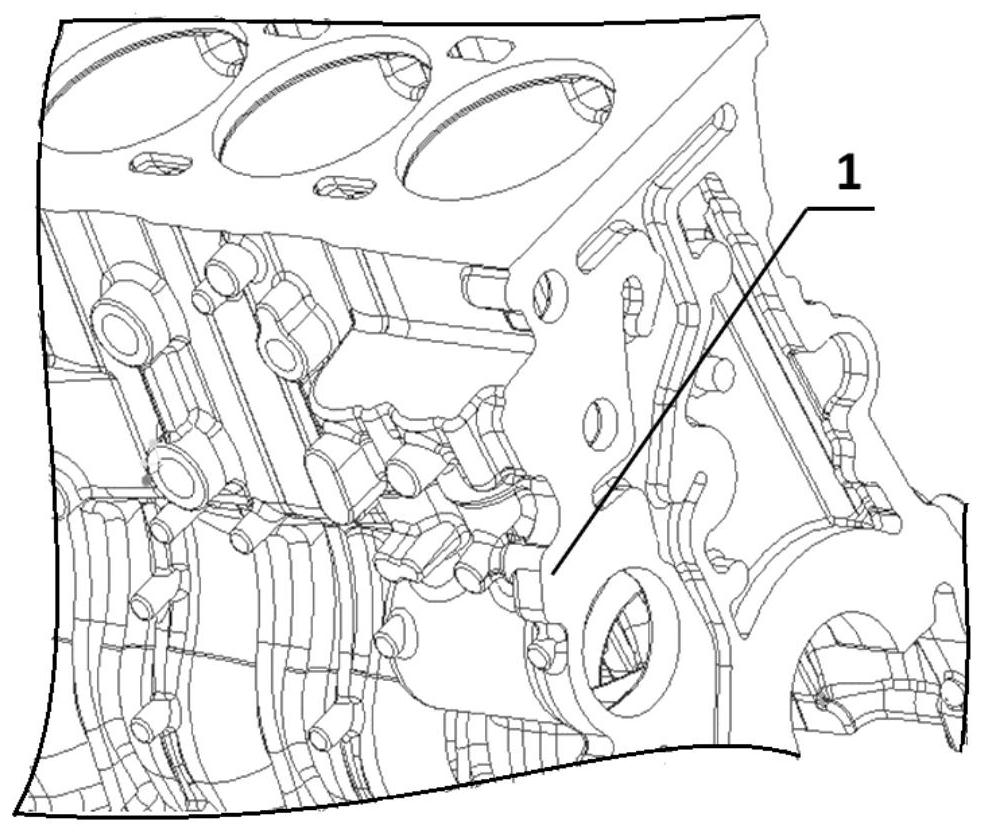
[0030] as above and figure 1 As shown in , the high-pressure oil pump of the diesel engine cylinder integrated with the high-pressure oil pump has a large thermal joint. When the molten iron solidifies, the volume of the molten iron changes from liquid phase to solid phase. Defects, and shrinkage mostly occurs in the core. Based on this, the engine block casting method with integrated high-pressure oil pump and the cold iron core support for casting of the present invention can effectively eliminate the fuel injection of the diesel engine block with integrated high-pressure oil pump by improving the casting structure and method at the hot joint. Shrinkage at the hole, improve product yield.
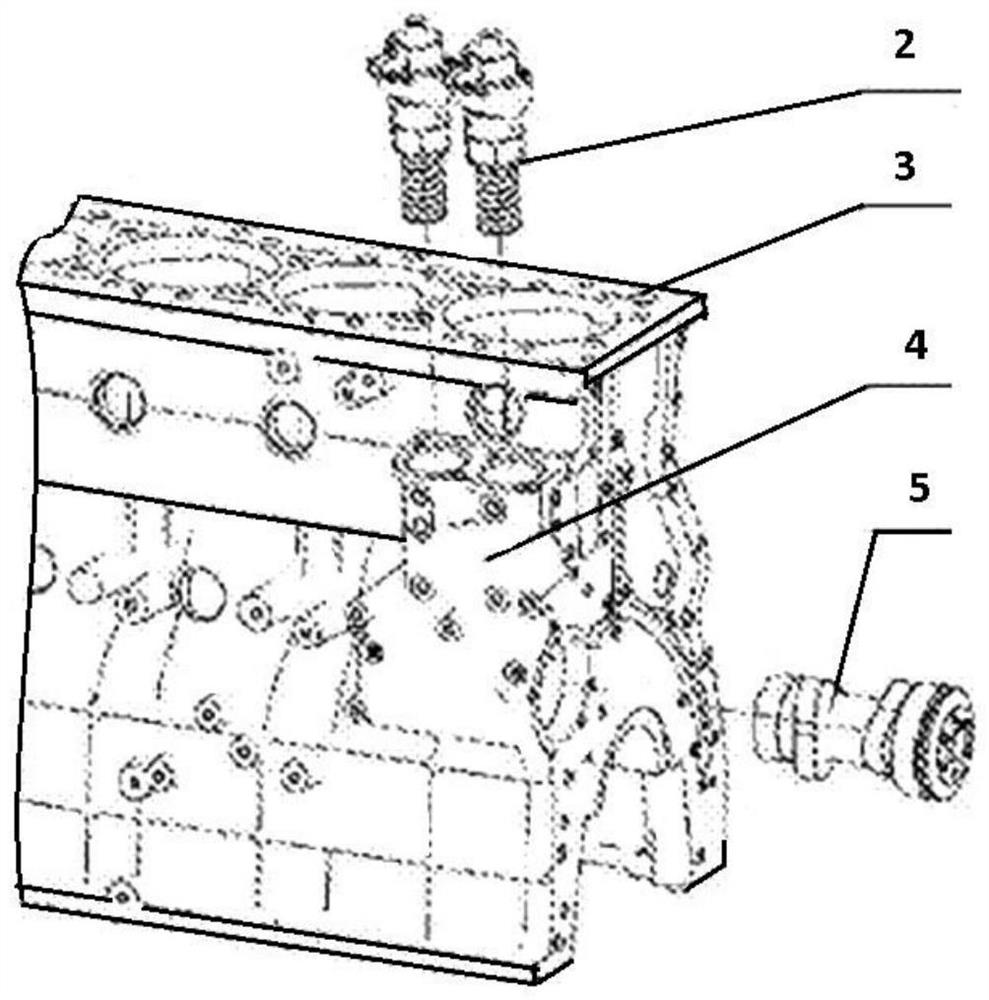
[0031] see Figure 4 , the preferred embodiment of the present invention integrated high-pressure oil pump diesel engine cylinder block casti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com