
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A Thickness Control Method of 1720mm Strip Steel Continuous Cold Rolling Mill
A cold tandem rolling mill and thickness control technology, applied in the rolling mill control device, rolling force/roll gap control, metal rolling, etc., can solve the problem of response time, etc., and achieve the effect of reducing the lag time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0044] The following is a specific embodiment of the present invention, and the present invention will be further described in conjunction with the accompanying drawings.
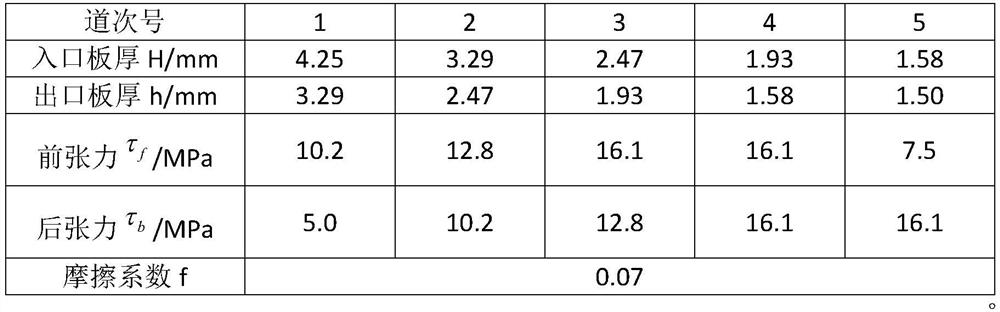
[0045] In this embodiment, strip steel with a thickness of 4.25mm is selected to produce finished strip steel with a thickness of 1.5mm. The raw material specification is 1250×4.25mm, the steel type is Q235, and the pre-compression force P is set. 0 It is 10000KN, the radius of the work roll is 300mm, and the exit speed of the fifth rack is 25m / s.
[0046] As shown in the following table:
[0047] Table I
[0048]
[0049](Regression coefficient: a1=88.75; a2=69398.43; a3=6669.42; a4=0.568)
[0050] Table II
[0051]
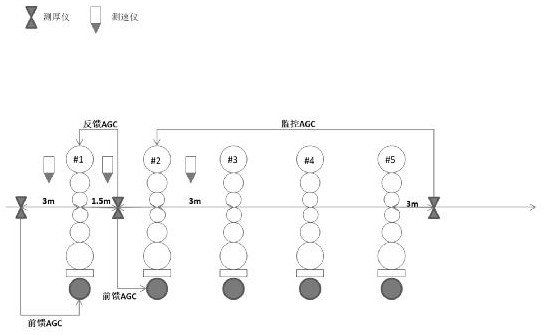
[0052] to combine figure 1 As shown, a 1720mm strip steel tandem cold rolling mill thickness control method adopts a 1720mm strip steel tandem cold rolling mill, including the first stand, the second stand, the third stand, the fourth stand, and the fifth stand ; The rolled piece p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com