A multi-wave hydraulic automatic forming method for small-diameter metal bellows
A metal bellows and automatic forming technology is applied in the field of multi-wave hydraulic automatic forming of small-diameter metal bellows below 10mm, which can solve the problems of difficulty in multi-wave hydraulic automatic forming, no metal bellows being produced, and bellows being scrapped. Achieve the effect of low cost, high value, and improved processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0015] Embodiment 1: processing a bellows with a diameter of 10mm, the steps are as follows:
[0016] Step 1: Determine the mold cavity clearance, which is 0.20-0.22mm;
[0017] Step 2: Determine the diameter of the hydraulic inlet fixture, which is 3.5-4.0mm;
[0018] Step 3: Fitter assembly, so that the template of the mold is in a horizontal state;
[0019] Step 4: Select No. 68 anti-wear hydraulic oil;
[0020] Step 5: Insert the tube blank into the inlet fixture, adjust the total pressure on the hydraulic press to 13MPa, close the mold, pressurize the tube blank, push the bottom of the tube blank to move towards the inlet fixture, make the templates between the molds contact, and then unload Press, pull open the mold, and take out the formed product bellows.
Embodiment 2
[0021] Embodiment 2: processing a bellows with a diameter of 8mm, the steps are as follows:
[0022] Step 1: Determine the mold cavity clearance, which is 0.22-0.25mm;
[0023] Step 2: Determine the diameter of the hydraulic inlet fixture, which is 3.0mm;
[0024] Step 3: Fitter assembly, so that the template of the mold is in a horizontal state;
[0025] Step 4: Select No. 68 anti-wear hydraulic oil;
[0026] Step 5: Insert the tube blank into the inlet fixture, adjust the total pressure on the hydraulic press to 13MPa, close the mold, pressurize the tube blank, push the bottom of the tube blank to move towards the inlet fixture, make the templates between the molds contact, and then unload Press, pull open the mold, and take out the formed product bellows.
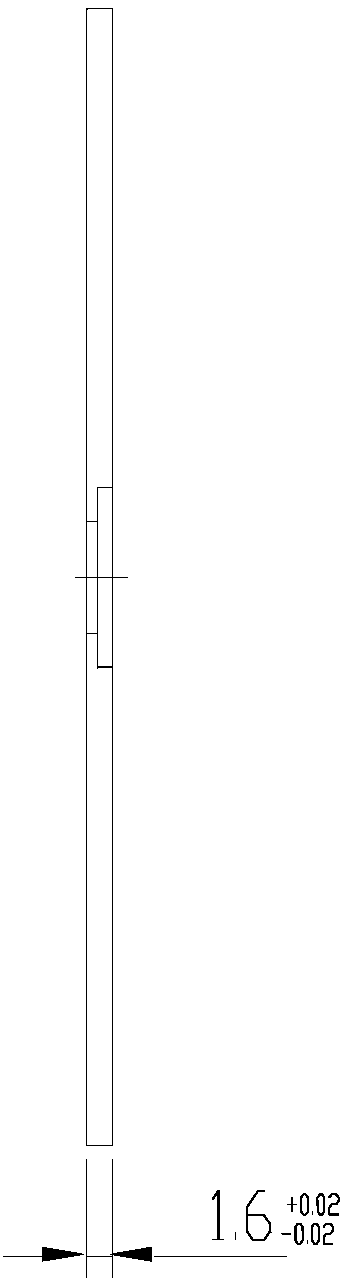
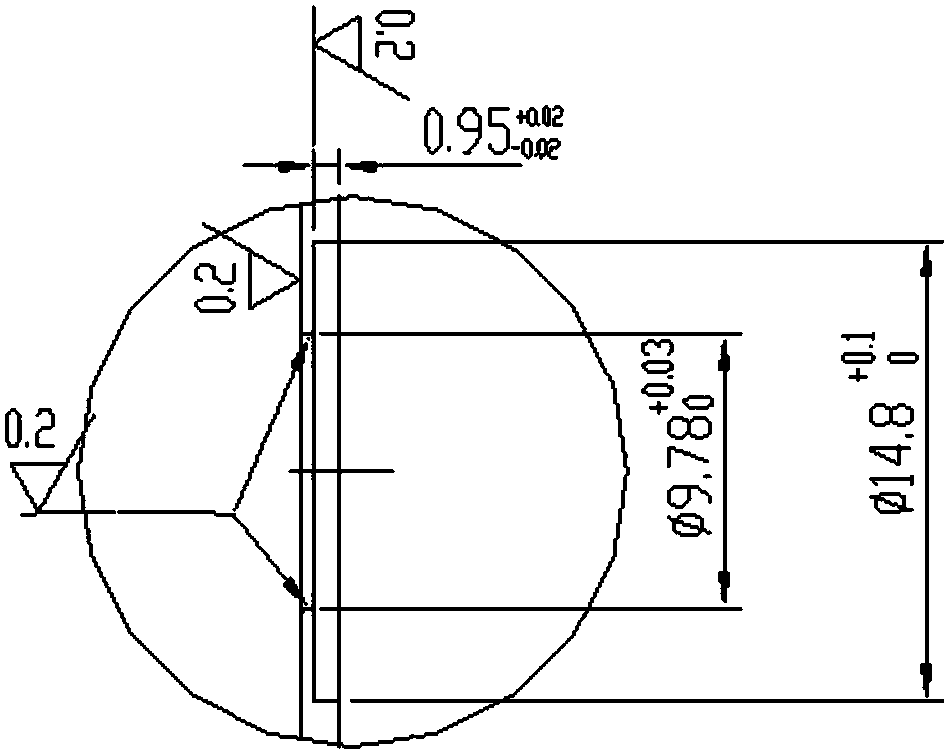
[0027] The schematic diagram of the mold template in the processing of bellows with a diameter of 8mm is as follows figure 1 , 2 As shown, the relevant dimensions are: the thickness of the template is 1.6mm, the tol...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com