Production line for rolling hollow steel and rolling forming production method for hollow steel
A production line and roll axis technology, applied in the field of steel rolling, can solve problems such as low product size accuracy, low production efficiency, and difficult pass adjustment, so as to improve surface quality and rolling internal stress, improve product quality and rolling The effect of improving the accuracy of parts, improving production efficiency and yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0022] The preferred embodiments of the present invention will be described in detail below with reference to the accompanying drawings.
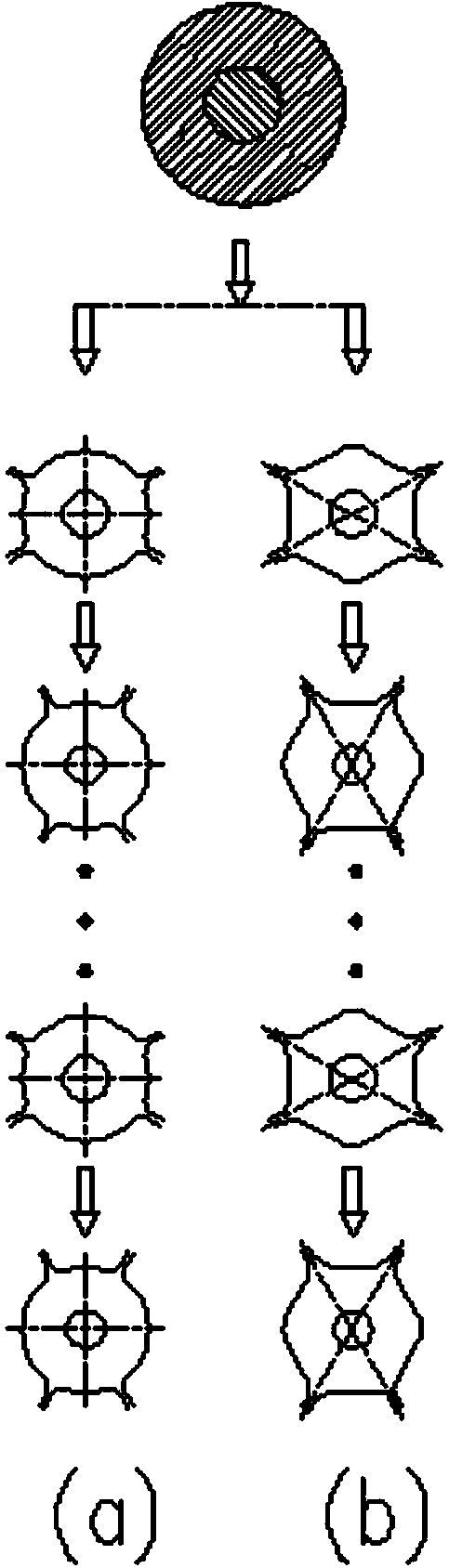
[0023] As shown in the figure, the production line for rolling hollow steel of the present invention includes a heating furnace 1, a rough rolling unit 2, an intermediate rolling unit 3, a finishing rolling unit 4 and a cooling bed 5 arranged in sequence along the rolling direction. The rough rolling unit 2, the intermediate rolling unit 3 and the finishing rolling unit 4 are respectively composed of several alternately arranged four-roll rolling mills. The rolling passes formed by the four-high rolling mills are circular or hexagonal. The included angle of the roll axis is 45°~90°.
[0024] In this embodiment, the rough rolling unit 2, the intermediate rolling unit 3 and the finishing rolling unit 4 form a tandem rolling unit, and each unit includes 6 four-high universal rolling mills; when rolling hollow round steel, the four rolls are ar...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com