Method for drilling central hole of cambered forging
A center hole and center hole technology for forgings, applied in metal processing machinery parts, clamping, support, etc., can solve problems such as difficult to meet requirements, tooling processing errors, large cumulative errors, etc., and achieve high position accuracy and correction margin Appropriate, high-quality processing results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The working principle of the method for drilling the central hole of a curved surface forging provided by the present invention will be further described in detail below in conjunction with the accompanying drawings.
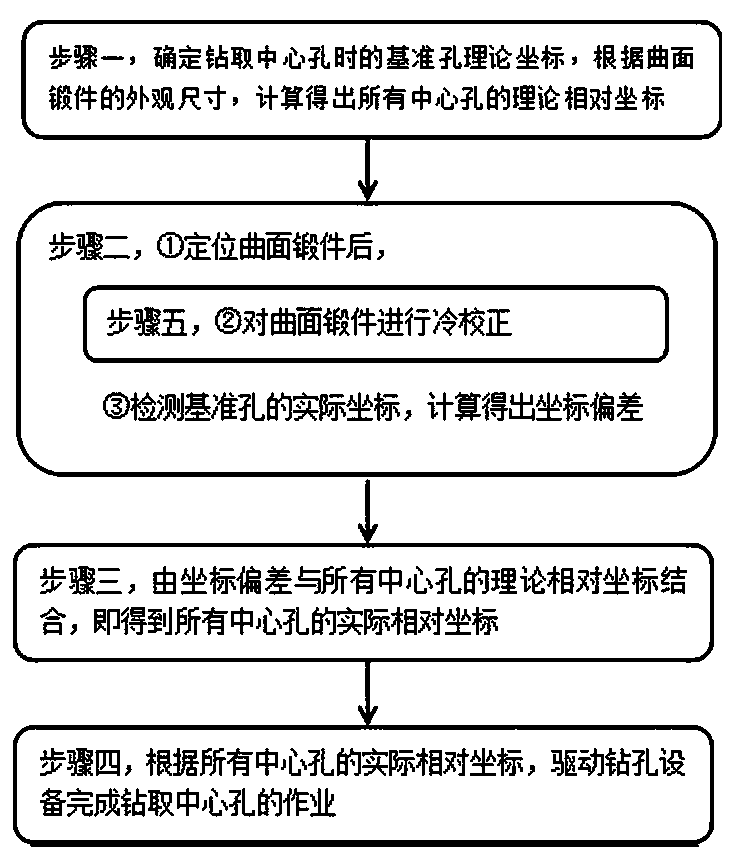
[0017] see figure 1 , is a schematic flowchart of a drilling method for a center hole of a curved surface forging provided by the present invention. The drilling method for forming the central hole of the novel curved surface forging comprises the following steps:
[0018] Step 1, determine the theoretical coordinates of the reference hole when drilling the center hole, and calculate the theoretical relative coordinates of all center holes according to the appearance size of the curved surface forging;
[0019] Step 2, after positioning the curved surface forging, detect the actual coordinates of the reference hole, and calculate the coordinate deviation;
[0020] Step 3, the coordinate deviation obtained in step 2 is combined with the theoretical relat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com