Honeycomb-shape mouthpiece forextruding for mation and production method thereof
一种挤压成形、制造方法的技术,应用在金属挤压的成型工具、金属挤压、制造工具等方向,能够解决加工精度不够、蜂窝状构造体50不良、表面粗糙度差异等问题,达到高尺寸精度和强度的效果
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
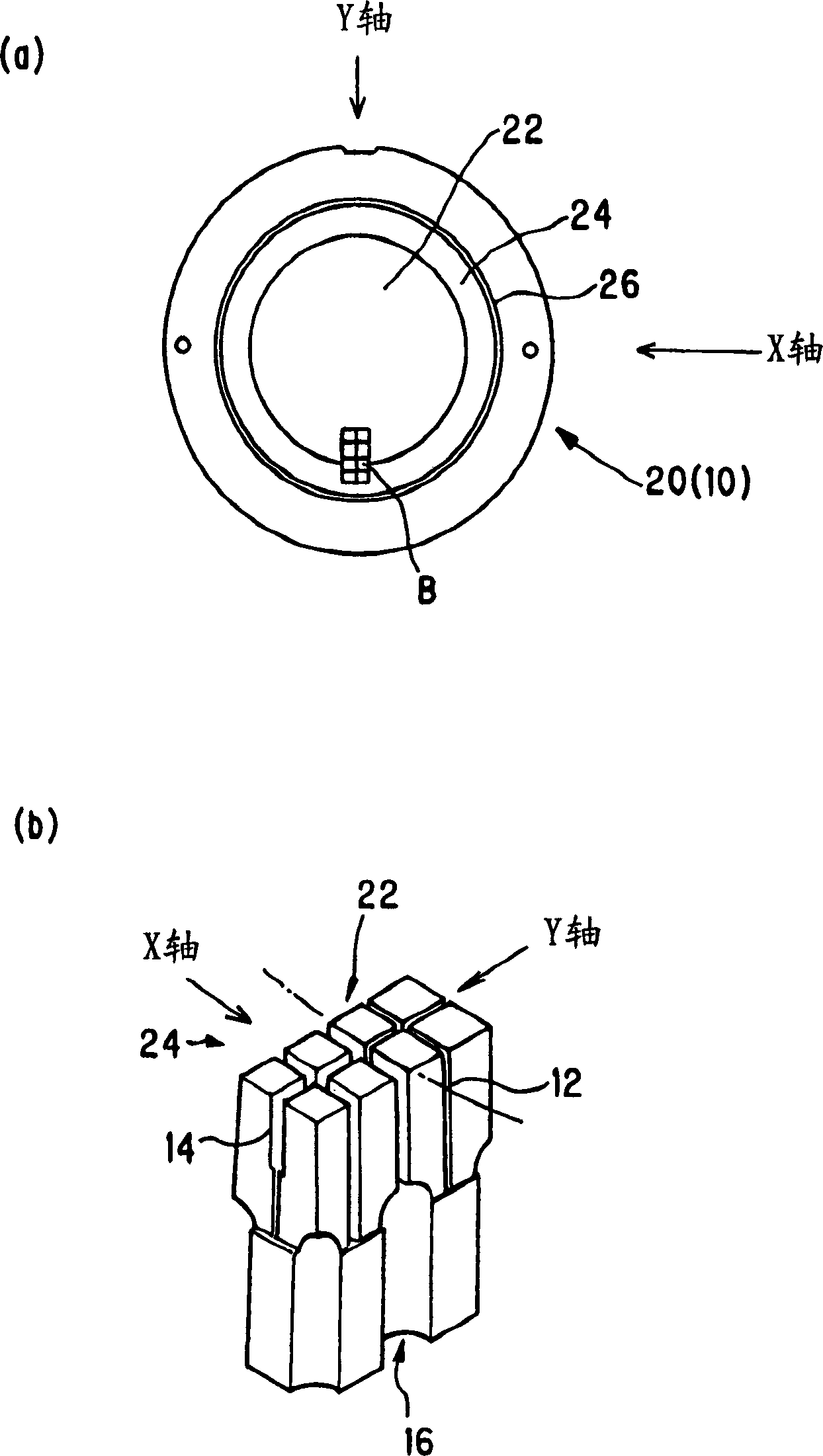
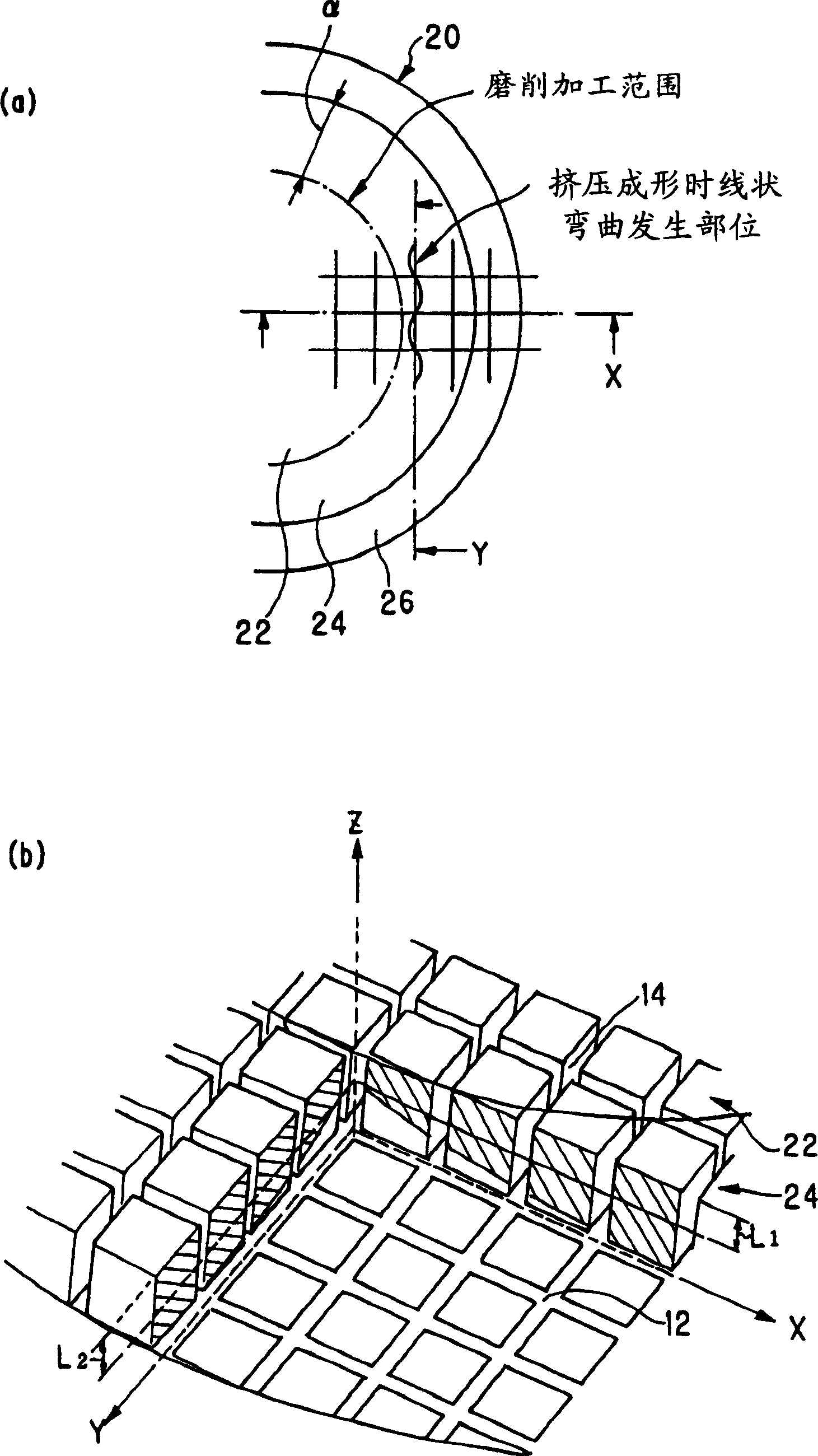
[0063] 900(Psi(unit / inch 2 )), mouthpiece for product outer diameter φ100 (see figure 1 ),Such as figure 2 As shown in (b), all the slits 12 and 14 are formed into a lattice shape by grooving with a grinding wheel, and the cutting depth in the Z direction is appropriately adjusted while grinding so that the width of each intersection point in the X and Y directions is wider. The absolute value difference of the slit depth at the top (|L 1 -L 2 |) less than 0.05mm.
[0064] At this time, mouthpieces (Examples 1 and 2, Comparative Examples 1 and 2) having the surface roughness (Ra) of the slits 12 and 14 in the outer peripheral portion and inner portion as shown in Table 1 were prepared.
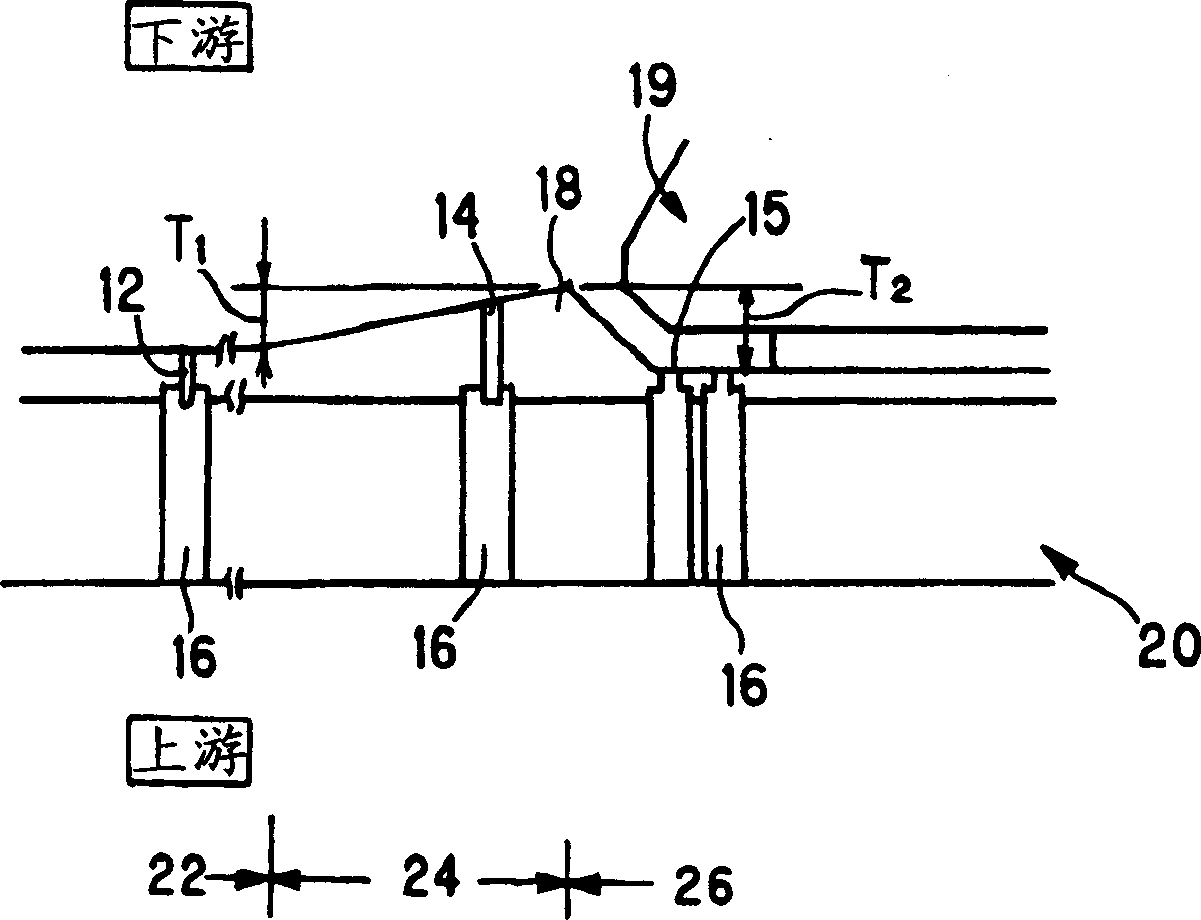
[0065] Next, the above-mentioned mouthpiece is coated with Ni plating to form figure 1 The specified slit width shown in (b) [the width of the slit 12: 50 μm, the width of the slit 14: 80 μm (about 10 units from the inner side 22)], and then, as image 3 As shown, the slit exit surfac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| roughness | aaaaa | aaaaa |
| roughness | aaaaa | aaaaa |
| roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com