Method for controlling roll gap during finish rolling of strip steel
A control method and roll gap technology, which is applied in the direction of rolling force/roll gap control, etc., can solve the problems of roll gap zero point drift and low accuracy of roll gap self-learning model
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
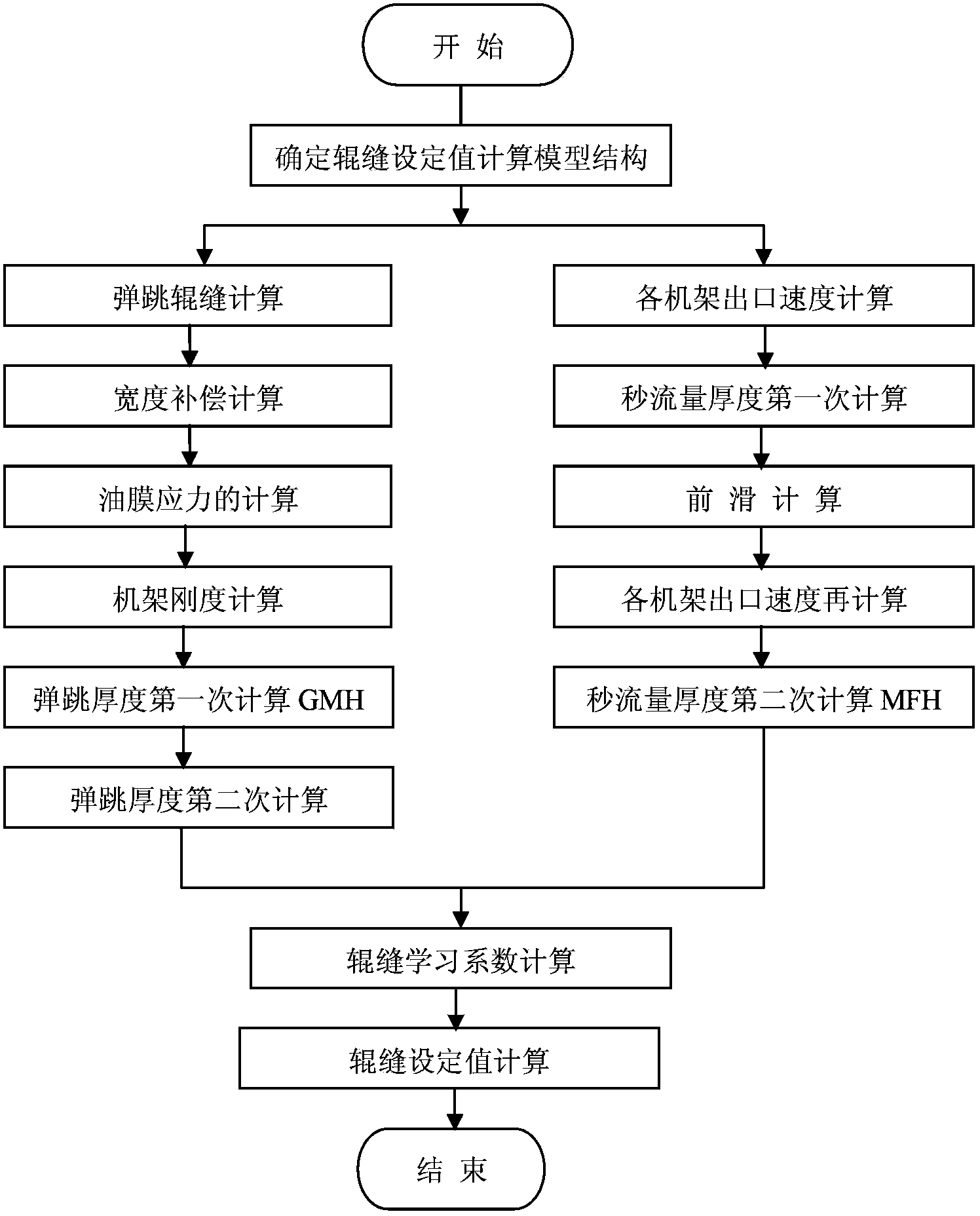
[0062] The steel types used in this example are SPHC and Q235, which are rolled on a 1780mm hot rolling mill. The thickness of the finished product is 3.5~6mm, the width of the finished product is 1042~1252mm, and the final rolling temperature is 880°C. Such as figure 2 As shown in , the implementation steps are as follows:
[0063] (1) Determine the new roll gap setting model structure
[0064] According to the derivation process mentioned in the technical solution, a new calculation model for roll gap setting is obtained, namely formula (10):
[0065] G a p = F h ? (S-S ) j *Gwid 100 * W C X + ( S 0 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com