Automatic precision core assembly moulding production line, casting production line and production method thereof
A casting production line and core assembly molding technology, which is applied in foundry workshops, casting equipment, casting molding equipment, etc., can solve the problem of high hazards caused by the exhaust gas of the curing agent of the core making machine, low regeneration rate of non-single sand, unstable core assembly accuracy, etc. problems, to achieve the effect of low labor intensity, good appearance quality and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the accompanying drawings.
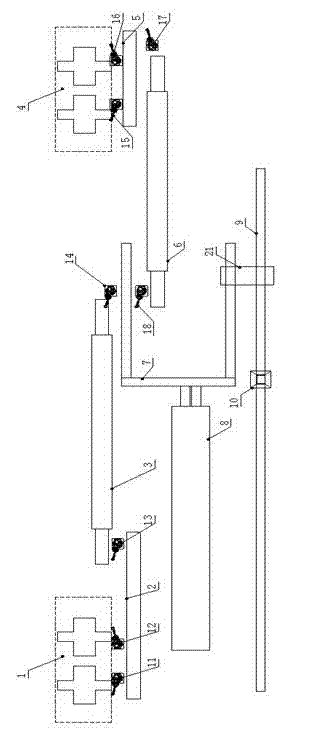
[0025] figure 1 It is a schematic diagram of the process flow of the present invention. As shown in the figure, the fully automatic precision core assembly molding production line of the present invention includes an outer mold core core making area 1, an outer mold core conveying line 2, an outer mold core surface drying furnace 3, and a cavity Core core making area 4, cavity core conveying line 5, cavity core surface drying furnace 6 and core set conveying line 7; the front end of the outer mold core conveying line 2 is adjacent to the outer mold core core making area 1, and the outer mold core The rear end of the conveying line 2 is adjacent to the front end of the outer mold core surface drying furnace 3, and the rear end of the outer mold core surface drying furnace 3 is adjacent to the front end of the core group conveying line 7; ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com